You might also like
- Plant Design & CV SelectionDocument7 pagesPlant Design & CV SelectionIAmaeyNo ratings yet
- Dynamic Process Simulation When Do We Really Need ItDocument4 pagesDynamic Process Simulation When Do We Really Need ItDenis GontarevNo ratings yet
- Process Simulation Essentials - Example BookDocument63 pagesProcess Simulation Essentials - Example BookRebeca LópezNo ratings yet
- Aspen Plus® Tips: Tips and Frequently Asked QuestionsDocument16 pagesAspen Plus® Tips: Tips and Frequently Asked QuestionsayshahrosliNo ratings yet
- Chemicalengineeringmagzinenov2012 PDFDocument77 pagesChemicalengineeringmagzinenov2012 PDF施君儒No ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- Pilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFDocument5 pagesPilot-Operated Safety Relief Valves A Simple, Effective Plant Upgrade - HP - Nov 2011 PDFonizuka-t2263No ratings yet
- Processing May 2013Document119 pagesProcessing May 2013triuneenergy100% (1)
- Engineering 2012 02Document58 pagesEngineering 2012 02triuneenergyNo ratings yet
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocument8 pagesKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjNo ratings yet
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- Kettle TrouhleshootingDocument8 pagesKettle TrouhleshootingForcus onNo ratings yet
- So Many Tuning Rules, So Little Time: Control Talk ColumnsDocument36 pagesSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaNo ratings yet
- Gas Blowby - An Overview - ScienceDirect TopicsDocument15 pagesGas Blowby - An Overview - ScienceDirect TopicsWin Thi HaNo ratings yet
- Microreactors: W. Ehrfeld, V. Hessel, H. LöweDocument20 pagesMicroreactors: W. Ehrfeld, V. Hessel, H. LöweAnonymous Ksq1dyPRhNo ratings yet
- EI Regulator Station Handbook TDC UKDocument32 pagesEI Regulator Station Handbook TDC UKupesddn2010No ratings yet
- Heat-Exchanger Bypass Control: William L. LuybenDocument9 pagesHeat-Exchanger Bypass Control: William L. LuybenYu Hui100% (1)
- SulzerDocument3 pagesSulzerVladimir AleksandrovNo ratings yet
- H2O2 TechnologyDocument3 pagesH2O2 TechnologyalijadoonNo ratings yet
- High Performance Trays PDFDocument9 pagesHigh Performance Trays PDFAlan ChewNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDocument9 pagesXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraNo ratings yet
- Reboilers & VaporisersDocument17 pagesReboilers & VaporisersKamran MalikNo ratings yet
- 08b PDFDocument38 pages08b PDFProcess EngineerNo ratings yet
- Reciprocating Compressors in A Hydrogen Plant 2016Document5 pagesReciprocating Compressors in A Hydrogen Plant 2016Lucas SondreNo ratings yet
- 1 s2.0 S1226086X14001221 MainDocument6 pages1 s2.0 S1226086X14001221 MainJorge Rodriguez HerreraNo ratings yet
- ChemicalEngineering Chemical Engineering June 2023Document56 pagesChemicalEngineering Chemical Engineering June 2023Mauricio Huerta jaraNo ratings yet
- H P 2011 02 PDFDocument97 pagesH P 2011 02 PDFErvin WatzlawekNo ratings yet
- DWCDocument10 pagesDWCkennethmsorianoNo ratings yet
- Control and Safeguarding of Fired Equipment Foster Wheeler Energy LTD Process Engineering GuidelineDocument12 pagesControl and Safeguarding of Fired Equipment Foster Wheeler Energy LTD Process Engineering GuidelineAugusto ManuelNo ratings yet
- Using Installed Gain To Improve Valve Selection and Valves & Specialty Metal Materials - CE - October 2010 PDFDocument8 pagesUsing Installed Gain To Improve Valve Selection and Valves & Specialty Metal Materials - CE - October 2010 PDFonizuka-t2263No ratings yet
- Line Sizing CriteriaDocument5 pagesLine Sizing CriteriaBILAL ILYASNo ratings yet
- Aqueous Solubility of Inorganic Compounds at Various TemperaturesDocument9 pagesAqueous Solubility of Inorganic Compounds at Various TemperaturesterrorfordNo ratings yet
- Rectisol Wash Units: Acid Gas Removal For Polygeneration Concepts Downstream GasificationDocument34 pagesRectisol Wash Units: Acid Gas Removal For Polygeneration Concepts Downstream Gasificationpippo2378793No ratings yet
- Vacuum Unit Pressure Control PTQ Revamps 2006Document5 pagesVacuum Unit Pressure Control PTQ Revamps 2006majope1966No ratings yet
- March 2014Document76 pagesMarch 2014jpsi6No ratings yet
- Ethylene Dichloride ManufacturerDocument5 pagesEthylene Dichloride Manufacturerbarus goldenNo ratings yet
- October 2013Document68 pagesOctober 2013jpsi6No ratings yet
- April 2014 - Chemical Engineering - P&ID DEvelopment PDFDocument86 pagesApril 2014 - Chemical Engineering - P&ID DEvelopment PDFRonak KapadiaNo ratings yet
- 14 Hot Oil Systems v3Document14 pages14 Hot Oil Systems v3sssss100% (1)
- Desuperheater That Combines Proven Technologies For Better Operational EconomyDocument4 pagesDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002No ratings yet
- DYNSIM Tutorial Reverse FlowDocument50 pagesDYNSIM Tutorial Reverse FlowsegunoyesNo ratings yet
- Unit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039Document39 pagesUnit Processes Assignment: Made By:-Name:-E.Nithya CLASS:-B.TECH-2 ROLL NO:-U13CH039nityaNo ratings yet
- Gulfpub HP 201811Document93 pagesGulfpub HP 201811avinashpatil2408No ratings yet
- Proper Piping For Vacuum SystemsDocument5 pagesProper Piping For Vacuum SystemsDowni Oader100% (1)
- For Exchanger Tube Rupture PDFDocument3 pagesFor Exchanger Tube Rupture PDFNikhil DivateNo ratings yet
- Aspen Simulation Workbook Webinar FAQDocument3 pagesAspen Simulation Workbook Webinar FAQluaweb123No ratings yet
- Orifice Plate Calculator Flow Rate Pressure DropDocument3 pagesOrifice Plate Calculator Flow Rate Pressure Dropredroom31100% (1)
- IntroKGTowerV2 0 PDFDocument14 pagesIntroKGTowerV2 0 PDFrasyid93No ratings yet
- A D B C: Steam Ejector Hybrid Systems in The Chemical IndustryDocument4 pagesA D B C: Steam Ejector Hybrid Systems in The Chemical IndustryAjiNo ratings yet
- Avoid Pressure-Relief System PitfallsDocument8 pagesAvoid Pressure-Relief System PitfallschublackNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Reactive Distillation Design and ControlFrom EverandReactive Distillation Design and ControlRating: 1 out of 5 stars1/5 (1)
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4From EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Rating: 5 out of 5 stars5/5 (1)
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979From EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonNo ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
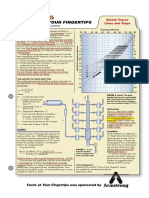
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
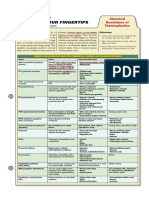
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- 8049Document239 pages8049adnantanNo ratings yet
- Stack Using Array@Document2 pagesStack Using Array@Dibyansu PrajapatiNo ratings yet
- AXSWC Connections:: Axswc Vehicle Specific InstructionsDocument4 pagesAXSWC Connections:: Axswc Vehicle Specific InstructionsGilberto Ulisses Leon CarballoNo ratings yet
- Dm2 Ch4 AutomataDocument38 pagesDm2 Ch4 AutomataPham Hoai VanNo ratings yet
- C Programming Questions SolvedDocument31 pagesC Programming Questions SolvedMohan Kumar MNo ratings yet
- Introduction To Unix File SystemDocument7 pagesIntroduction To Unix File SystemAnand DuraiswamyNo ratings yet
- 10.1007@978 981 15 7984 4Document666 pages10.1007@978 981 15 7984 4บักนัด ผู้วิ่งจะสลายไขมันNo ratings yet
- Set Up IP and Port Send SMS: Adminip123456 Ip Port Such As: Adminip123456 220.231.142.241 7700Document4 pagesSet Up IP and Port Send SMS: Adminip123456 Ip Port Such As: Adminip123456 220.231.142.241 7700Driff SedikNo ratings yet
- Installation of Virtual Wireless Controller (VWLC) - RootDocument32 pagesInstallation of Virtual Wireless Controller (VWLC) - RootBakama Okavango KajandaNo ratings yet
- Bts3900 GSM HuaweiDocument133 pagesBts3900 GSM Huaweilogin4r100% (5)
- 2023 CQT Agenda V6 2 - 13 PDFDocument41 pages2023 CQT Agenda V6 2 - 13 PDFJohn LajoieNo ratings yet
- Wraith IndicatorsDocument4 pagesWraith IndicatorsMaciek WojtaszekNo ratings yet
- Clocking Command Reference GuideDocument13 pagesClocking Command Reference Guideverma85_amitNo ratings yet
- Stage v3.0Document35 pagesStage v3.0Ben Torkia JaweherNo ratings yet
- Server Job Developer'sDocument776 pagesServer Job Developer'sRoberto Iriarte VillanuevaNo ratings yet
- Abhijit Thakur - ResumeDocument4 pagesAbhijit Thakur - ResumeTejas MorajkarNo ratings yet
- C5/See5 Procedural ExampleDocument13 pagesC5/See5 Procedural ExampleSem LesanNo ratings yet
- The - Future - of - Healthcare - Internet - of - Things - A - Survey - of - Emerging - TechnologiesDocument47 pagesThe - Future - of - Healthcare - Internet - of - Things - A - Survey - of - Emerging - TechnologiesultrahornytgtNo ratings yet
- Manage Food Waste with Android AppDocument3 pagesManage Food Waste with Android AppUnagar Shifa HasanNo ratings yet
- Configuring Workflow Mailer Using Postfix and Dovecot in EBS R12Document13 pagesConfiguring Workflow Mailer Using Postfix and Dovecot in EBS R12Mohamed IbrahimNo ratings yet
- ETAP Power System Engineering Workshop 7 - 9 May 2013 - SingaporeDocument4 pagesETAP Power System Engineering Workshop 7 - 9 May 2013 - SingaporeSeanChanNo ratings yet
- Data Normalization ExplainedDocument27 pagesData Normalization ExplainedChetna KohliNo ratings yet
- Stretton Hathaway1.1Document132 pagesStretton Hathaway1.1Sreeraj ThekkethilNo ratings yet
- Bh5 s4cld1705 BPD en XXDocument34 pagesBh5 s4cld1705 BPD en XXAnonymous Yw2XhfXv100% (1)
- XL2 100G and XL2 980 Plus Alloy Analyzer - INR OfferDocument2 pagesXL2 100G and XL2 980 Plus Alloy Analyzer - INR OfferJMD ENTERPRISESNo ratings yet
- Manual de GoniometríaDocument4 pagesManual de GoniometríaEd RománNo ratings yet
- Advantage 2E Synon TutorialDocument442 pagesAdvantage 2E Synon Tutorialvanithaa123No ratings yet
- (IJCST-V9I5P2) :yew Kee WongDocument4 pages(IJCST-V9I5P2) :yew Kee WongEighthSenseGroupNo ratings yet
- Catia v5r20 Help Files Download: Click Here To DownloadDocument2 pagesCatia v5r20 Help Files Download: Click Here To DownloadZaki El himassNo ratings yet
- Evolutionary Design Assistants For ArchiDocument286 pagesEvolutionary Design Assistants For ArchiLee ChinghangNo ratings yet