You might also like
- Control Valve Design Aspects For Critical Applications in Petrochemical Plants - Part 1 Valve World 2004 Part I PDFDocument6 pagesControl Valve Design Aspects For Critical Applications in Petrochemical Plants - Part 1 Valve World 2004 Part I PDFonizuka-t2263No ratings yet
- Samson: Control Valve Design Aspects For Critical Applications in Petrochemical PlantsDocument20 pagesSamson: Control Valve Design Aspects For Critical Applications in Petrochemical PlantsdharmendrabholeNo ratings yet
- Valves: Essential Workhorses Part 1Document2 pagesValves: Essential Workhorses Part 1BramJanssen76No ratings yet
- 1.1 Product Life Cycle Costing in The Changing Industrial ScenarioDocument10 pages1.1 Product Life Cycle Costing in The Changing Industrial ScenarioVishal MalikNo ratings yet
- New Cloud-Based, Remote Performance Monitoring and Alert System For AODD PumpsDocument3 pagesNew Cloud-Based, Remote Performance Monitoring and Alert System For AODD Pumpsashumishra007No ratings yet
- Asset Management SystemsDocument4 pagesAsset Management Systemsfawmer61No ratings yet
- Impact of Quality On Cost Economics For In-Circuit and Functional TestDocument8 pagesImpact of Quality On Cost Economics For In-Circuit and Functional TestTin NguyenNo ratings yet
- Life Cycle Costs of Pumps in Chemical IndustryDocument6 pagesLife Cycle Costs of Pumps in Chemical Industryarguri2006No ratings yet
- Foreword - 2007 - Handbook of Valves and ActuatorsDocument1 pageForeword - 2007 - Handbook of Valves and ActuatorsGreg Agullana Cañares Jr.No ratings yet
- Fachartikel ICR 2018 11 VDZ Kiln Maintenance enDocument3 pagesFachartikel ICR 2018 11 VDZ Kiln Maintenance en이상길No ratings yet
- Discrete Product ManufacturingDocument1 pageDiscrete Product ManufacturingSucher EolasNo ratings yet
- Group 10 - Lifecycle Cost AnalysisDocument28 pagesGroup 10 - Lifecycle Cost AnalysisKAYE AIRA DE LEONNo ratings yet
- Lecture Week - 4 2018 - RamzanDocument53 pagesLecture Week - 4 2018 - RamzanlovemynaturecountryNo ratings yet
- Control Valve Sourcebook: Pulp & PaperDocument218 pagesControl Valve Sourcebook: Pulp & PaperDanielConradoHernandezNo ratings yet
- Maximise Oil Recovery with Production Chemistry for Asset Life Extension and EORDocument8 pagesMaximise Oil Recovery with Production Chemistry for Asset Life Extension and EORyrdna nawaiteosNo ratings yet
- Process Safety Concerns Can Arise When Using Refurbished or New-Surplus EquipmentDocument8 pagesProcess Safety Concerns Can Arise When Using Refurbished or New-Surplus EquipmentIñaki EseberriNo ratings yet
- Definition of LCCDocument13 pagesDefinition of LCCAnis_Zack_No ratings yet
- Sset AND Pace Anagement: Asset Life CycleDocument50 pagesSset AND Pace Anagement: Asset Life Cyclenur she100% (2)
- Purchase A Qualified Valve For Your Operation: Back To BasicsDocument8 pagesPurchase A Qualified Valve For Your Operation: Back To BasicsasdrumelNo ratings yet
- CS M Aerospace Vectoflow en WEBDocument4 pagesCS M Aerospace Vectoflow en WEBRaj RajeshNo ratings yet
- EUT 444: Pengurusan Kejuruteraan / Engineering Management: Cost Concepts and Design EconomicsDocument53 pagesEUT 444: Pengurusan Kejuruteraan / Engineering Management: Cost Concepts and Design EconomicsJerry KhuzairiNo ratings yet
- SMRP Metric 1.3 Maintenance Unit CostDocument5 pagesSMRP Metric 1.3 Maintenance Unit CostJorge FracaroNo ratings yet
- Norsok Standar Lyfe Cycle Cost PDFDocument38 pagesNorsok Standar Lyfe Cycle Cost PDFRobinsonNo ratings yet
- Life Cycle Cost (LCC) Analysis: Taufik Hamzah, Ir.,MSA.,MBA Civil Engineering Department Bandung State PolytechnicDocument45 pagesLife Cycle Cost (LCC) Analysis: Taufik Hamzah, Ir.,MSA.,MBA Civil Engineering Department Bandung State PolytechnicNia Nurohmah FadillahNo ratings yet
- Understand Asset Life Cycle CostsDocument67 pagesUnderstand Asset Life Cycle CostssdsadNo ratings yet
- CN Power Broch Gea19389b EnglishDocument20 pagesCN Power Broch Gea19389b EnglishChristos BountourisNo ratings yet
- Operations Research Perspectives: Avi HerbonDocument15 pagesOperations Research Perspectives: Avi HerbonLy Ann LoregaNo ratings yet
- Terotechnology: A Modern Approach To Plant EngineeringDocument6 pagesTerotechnology: A Modern Approach To Plant EngineeringPrakritiNo ratings yet
- Whitepaper Process Development in Cleanroom ConditionsDocument8 pagesWhitepaper Process Development in Cleanroom ConditionsCIVILNo ratings yet
- Complete OIL ANALYSIS StudyDocument10 pagesComplete OIL ANALYSIS StudyFelix G Ortiz100% (1)
- CONS 1011 - Lecture 2 - Whole Lifecycle CostingDocument39 pagesCONS 1011 - Lecture 2 - Whole Lifecycle CostingFarzan MohammedNo ratings yet
- Optimo Control Valvula ControlDocument6 pagesOptimo Control Valvula ControlJOSE MARTIN MORA RIVEROSNo ratings yet
- Juha Yli-Petays, Ismo Niemela: IBP1098 - 12 Minimising Lifecycle Costs of Automated Valves in Offshore PlatformsDocument6 pagesJuha Yli-Petays, Ismo Niemela: IBP1098 - 12 Minimising Lifecycle Costs of Automated Valves in Offshore PlatformsMarcelo Varejão CasarinNo ratings yet
- Chap 07Document5 pagesChap 07megahedmNo ratings yet
- Maintain Construction EquipmentDocument20 pagesMaintain Construction EquipmentAfaq AhmedNo ratings yet
- Mechanical Seal Quick Ship: Engineered, Manufactured, Assembled, Tested and Shipped in 72 HoursDocument2 pagesMechanical Seal Quick Ship: Engineered, Manufactured, Assembled, Tested and Shipped in 72 HoursDhananjay B KNo ratings yet
- 1.0 Asset Life CycleDocument28 pages1.0 Asset Life CycleLe'Novo FernandezNo ratings yet
- Heriot - Watt University - Production Technology IDocument476 pagesHeriot - Watt University - Production Technology IBrahim Letaief75% (12)
- Iptc-11594-Ms A New Approach To Gas Lift Optimization Using An Integrated Asset ModelDocument10 pagesIptc-11594-Ms A New Approach To Gas Lift Optimization Using An Integrated Asset ModelGilbert OmittaNo ratings yet
- Tor Idhammar El Rol Del Ingeniero de Confiabilidad - FinalDocument36 pagesTor Idhammar El Rol Del Ingeniero de Confiabilidad - FinalFelipe BernalNo ratings yet
- Eeda Da1 PDFDocument5 pagesEeda Da1 PDFAliveli MansiNo ratings yet
- Lean VSM CaseDocument26 pagesLean VSM CasePANKAJNo ratings yet
- Hapter: Conomics of Aint YstemsDocument14 pagesHapter: Conomics of Aint YstemsKali AbdennourNo ratings yet
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Sucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingFrom EverandSucker-Rod Pumping Handbook: Production Engineering Fundamentals and Long-Stroke Rod PumpingRating: 5 out of 5 stars5/5 (9)
- Creating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowFrom EverandCreating a One-Piece Flow and Production Cell: Just-in-time Production with Toyota’s Single Piece FlowRating: 4 out of 5 stars4/5 (1)
- Thermal Power Plant: Pre-Operational ActivitiesFrom EverandThermal Power Plant: Pre-Operational ActivitiesRating: 4 out of 5 stars4/5 (4)
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Manufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesFrom EverandManufacturing Wastes Stream: Toyota Production System Lean Principles and ValuesRating: 4.5 out of 5 stars4.5/5 (3)
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet
- Guide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingFrom EverandGuide for Asset Integrity Managers: A Comprehensive Guide to Strategies, Practices and BenchmarkingNo ratings yet
- Configuration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingFrom EverandConfiguration Management for Senior Managers: Essential Product Configuration and Lifecycle Management for ManufacturingNo ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
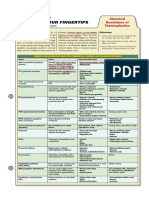
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- Alfa Romeo Giulia Range and Quadrifoglio PricelistDocument15 pagesAlfa Romeo Giulia Range and Quadrifoglio PricelistdanielNo ratings yet
- NewTrendsInLeadershipandManagement ArikkokDocument32 pagesNewTrendsInLeadershipandManagement Arikkoksocofem288No ratings yet
- War, Rivalry An State Building in Latin AmericaDocument16 pagesWar, Rivalry An State Building in Latin AmericaPablo Andrés Garrido GonzálezNo ratings yet
- Consumer BehaviourDocument48 pagesConsumer BehaviourdooncollegeNo ratings yet
- Electronics HubDocument9 pagesElectronics HubKumaran SgNo ratings yet
- Recent Developments in Ultrasonic NDT Modelling in CIVADocument7 pagesRecent Developments in Ultrasonic NDT Modelling in CIVAcal2_uniNo ratings yet
- PPC2000 Association of Consultant Architects Standard Form of Project Partnering ContractDocument5 pagesPPC2000 Association of Consultant Architects Standard Form of Project Partnering ContractJoy CeeNo ratings yet
- OS9000 AOS 6.1.5 R01 Network Configuration GuideDocument846 pagesOS9000 AOS 6.1.5 R01 Network Configuration GuideclaupasinaNo ratings yet
- Academic Writing & IdentityDocument218 pagesAcademic Writing & IdentityGustavo RegesNo ratings yet
- Science SimulationsDocument4 pagesScience Simulationsgk_gbuNo ratings yet
- Dental System SoftwareDocument4 pagesDental System SoftwareHahaNo ratings yet
- Project Planning and Management Unit 1Document13 pagesProject Planning and Management Unit 1Savant100% (1)
- Digital MarketingDocument70 pagesDigital MarketingTarun N. O'Brain Gahlot0% (2)
- Fictional Narrative: The Case of Alan and His FamilyDocument4 pagesFictional Narrative: The Case of Alan and His Familydominique babisNo ratings yet
- The Seven Kings of Revelation 17Document9 pagesThe Seven Kings of Revelation 17rojelio100% (1)
- Topic1 Whole NumberDocument22 pagesTopic1 Whole NumberDayang Siti AishahNo ratings yet
- ANAPHYDocument23 pagesANAPHYYu, Denise Kyla BernadetteNo ratings yet
- Magnets Catalog 2001Document20 pagesMagnets Catalog 2001geckx100% (2)
- EDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONDocument21 pagesEDIBLE VACCINES: A COST-EFFECTIVE SOLUTIONPritish SareenNo ratings yet
- 04 LimeDocument32 pages04 LimeGoogle user100% (1)
- Parking Garage LED Retrofit - 1 - Lighting-Guide - Rev.082015 PDFDocument2 pagesParking Garage LED Retrofit - 1 - Lighting-Guide - Rev.082015 PDFmonsNo ratings yet
- History shapes Philippine societyDocument4 pagesHistory shapes Philippine societyMarvin GwapoNo ratings yet
- Stmma-Fd: Zhejiang Castchem New Material Co.,Ltd&Castchem (Hangzhou), IncDocument2 pagesStmma-Fd: Zhejiang Castchem New Material Co.,Ltd&Castchem (Hangzhou), IncYash RaoNo ratings yet
- Health Information SystemDocument11 pagesHealth Information SystemVineeta Jose100% (1)
- Toki PonaDocument2 pagesToki PonaNicholas FletcherNo ratings yet
- Automotive E-Coat Paint Process Simulation Using FEADocument20 pagesAutomotive E-Coat Paint Process Simulation Using FEAflowh_100% (1)
- How To Calibrate OscilloscopeDocument2 pagesHow To Calibrate OscilloscopeninoNo ratings yet
- Elective Course (2) - Composite Materials MET 443Document16 pagesElective Course (2) - Composite Materials MET 443يوسف عادل حسانينNo ratings yet
- Marketing Budget: Expenses Q1 Q2 Q3 Q4 Totals Budget %Document20 pagesMarketing Budget: Expenses Q1 Q2 Q3 Q4 Totals Budget %Miaow MiaowNo ratings yet
- Neural Network For PLC PDFDocument7 pagesNeural Network For PLC PDFMarcelo Moya CajasNo ratings yet
















































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)