You might also like
- Determining Cavitation Start in Control ValvesDocument7 pagesDetermining Cavitation Start in Control Valvesben razNo ratings yet
- 0091A14ADocument21 pages0091A14AKimao LimNo ratings yet
- Cavitation and Water Hammer PDFDocument22 pagesCavitation and Water Hammer PDFsumeghNo ratings yet
- Valve Noise ReductionDocument7 pagesValve Noise Reductionchemsac2No ratings yet
- Selection Control ValvesDocument7 pagesSelection Control ValvesVeera Mani100% (1)
- Physics and Control of Cavitation: Jean-Pierre FRANCDocument36 pagesPhysics and Control of Cavitation: Jean-Pierre FRANCSahr EmmanuelNo ratings yet
- Test Procedures for Determining Cavitation LimitsDocument5 pagesTest Procedures for Determining Cavitation LimitsPraveen Kumar RNo ratings yet
- Caviation ErosionDocument10 pagesCaviation ErosionchauduonguyenNo ratings yet
- Samson: Predicting Cavitation Damage in Control ValvesDocument12 pagesSamson: Predicting Cavitation Damage in Control ValvesBiswajit DebnathNo ratings yet
- Control Valves A Source of Pipe Vibration: by H. L. MillerDocument7 pagesControl Valves A Source of Pipe Vibration: by H. L. Millerra9622No ratings yet
- SurgeDocument17 pagesSurgeGangadhar GanachariNo ratings yet
- Waveform Analysis of Cavitation in A Globe ValveDocument6 pagesWaveform Analysis of Cavitation in A Globe ValveRamesh AravindNo ratings yet
- Control ValvesDocument50 pagesControl ValvesReaderRRGHT93% (15)
- Fluid Mechanic Lab ManualDocument15 pagesFluid Mechanic Lab ManualAltamash NadimallaNo ratings yet
- 1 s2.0 S0003682X09001066 MainDocument6 pages1 s2.0 S0003682X09001066 MainRamesh AravindNo ratings yet
- Notes On Two Phase Flow, Boiling Heat Transfer, and Boiling Crises in Pwrs and BwrsDocument34 pagesNotes On Two Phase Flow, Boiling Heat Transfer, and Boiling Crises in Pwrs and Bwrsمحمد سالمNo ratings yet
- Capitulo 1 Cavitacion Ingenieros inDocument12 pagesCapitulo 1 Cavitacion Ingenieros inYulianaNo ratings yet
- Valtek Noise Control PDFDocument32 pagesValtek Noise Control PDFSandeep Kumar Krishnaraj100% (1)
- 2295S-2 (1) - BomDocument20 pages2295S-2 (1) - BomJorge TadeuNo ratings yet
- Tijsseling-Bergant 2018Document7 pagesTijsseling-Bergant 2018uroskNo ratings yet
- Eliminate Cavitation in Overboard Dump ValvesDocument3 pagesEliminate Cavitation in Overboard Dump ValvesekabudiartiNo ratings yet
- Old Noise ManualDocument28 pagesOld Noise ManualChristo KellermanNo ratings yet
- Predicting Cavitation Damage in Control Valves Samson Ives EquipmentDocument12 pagesPredicting Cavitation Damage in Control Valves Samson Ives EquipmentAdi SaputraNo ratings yet
- Flow Induced Vibration GuideDocument15 pagesFlow Induced Vibration GuidektejankarNo ratings yet
- PIPE STRESS ANALYSIS - FIV - AIV (Compatibility Mode)Document48 pagesPIPE STRESS ANALYSIS - FIV - AIV (Compatibility Mode)salma khalilaa putrii 6D100% (1)
- Screenshot 2022-08-16 at 8.08.20 AMDocument74 pagesScreenshot 2022-08-16 at 8.08.20 AMnoorNo ratings yet
- FIV Analysis: Flow-Induced Vibration StudyDocument3 pagesFIV Analysis: Flow-Induced Vibration Studychemical todiNo ratings yet
- Positive Displacement Pump VibrationDocument5 pagesPositive Displacement Pump Vibrationdeddy asNo ratings yet
- Measure pressure loss in pipes, fittings and valvesDocument12 pagesMeasure pressure loss in pipes, fittings and valvesismaelNo ratings yet
- Pressure transient control modelingDocument2 pagesPressure transient control modelingDorian FuentesNo ratings yet
- Water HammerDocument5 pagesWater HammerPaldex100% (1)
- Fluidic Paper 11-16 - XFZ For CavitationDocument4 pagesFluidic Paper 11-16 - XFZ For CavitationSudarshan KvNo ratings yet
- Practical Control Valve Sizing, Selection and Maintenance-1-3Document105 pagesPractical Control Valve Sizing, Selection and Maintenance-1-3minhducNo ratings yet
- Valtek Sizing ValvesDocument17 pagesValtek Sizing ValvesederNo ratings yet
- 5-Cavitation in PumpsDocument52 pages5-Cavitation in PumpsFiraol DinaolNo ratings yet
- Baumann NoiseDocument5 pagesBaumann NoiseEnrique RieraNo ratings yet
- VALTEK Valve Size PDFDocument16 pagesVALTEK Valve Size PDFalbahbahaneeNo ratings yet
- Controlling liquid pipeline surgesDocument6 pagesControlling liquid pipeline surgesalyshahNo ratings yet
- Flow-Induced Vibration Problems in Process and Power PlantsDocument4 pagesFlow-Induced Vibration Problems in Process and Power PlantsSajal KulshresthaNo ratings yet
- Experiment 8: Minor LossesDocument8 pagesExperiment 8: Minor LossesTalha TirmiziNo ratings yet
- Cavitation and Flashing Effects in Fluid FlowDocument90 pagesCavitation and Flashing Effects in Fluid FlowSureshbabu ThamburajNo ratings yet
- Cavitation White Paper PDFDocument12 pagesCavitation White Paper PDFPrashanth PeddipelliNo ratings yet
- Managing Transient Vibration Risks in Pump FacilitiesDocument8 pagesManaging Transient Vibration Risks in Pump FacilitiesMallela Sampath KumarNo ratings yet
- Cavitation in Process ValvesDocument2 pagesCavitation in Process Valvesjoaoaugusto79No ratings yet
- Liquid Pipelines Surge Basic ExplainationDocument6 pagesLiquid Pipelines Surge Basic ExplainationbryandownNo ratings yet
- Valve Pressure Recovery Factor and its Impact on Cavitation, Flashing, and NoiseDocument45 pagesValve Pressure Recovery Factor and its Impact on Cavitation, Flashing, and NoiseVitória MarcenariaNo ratings yet
- Expt 1 - Friction Loses in PipesDocument20 pagesExpt 1 - Friction Loses in PipesFauzi Helmi67% (6)
- MBNMNB NMDocument11 pagesMBNMNB NMRoshanNo ratings yet
- 3rd D'Bulletin October 2012Document9 pages3rd D'Bulletin October 2012mag2grinNo ratings yet
- Losses in Piping SystemDocument5 pagesLosses in Piping SystemHemashwaryNo ratings yet
- Losses in Piping SystemDocument5 pagesLosses in Piping SystemKhuram MaqsoodNo ratings yet
- Reducing valve noise through fluid energy controlDocument9 pagesReducing valve noise through fluid energy controlSanjaySherikarNo ratings yet
- Analysis and Design of Multicell DC/DC Converters Using Vectorized ModelsFrom EverandAnalysis and Design of Multicell DC/DC Converters Using Vectorized ModelsNo ratings yet
- Enhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsFrom EverandEnhanced Oil Recovery: Resonance Macro- and Micro-Mechanics of Petroleum ReservoirsRating: 5 out of 5 stars5/5 (1)
- Case Studies in Fluid Mechanics with Sensitivities to Governing VariablesFrom EverandCase Studies in Fluid Mechanics with Sensitivities to Governing VariablesNo ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
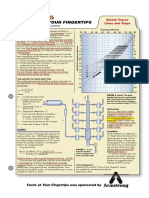
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
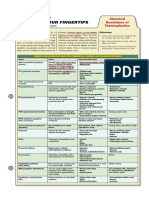
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- Ultimate Bearing Capacity of Foundation On Clays Meyerhof PDFDocument3 pagesUltimate Bearing Capacity of Foundation On Clays Meyerhof PDFNadherNo ratings yet
- Ge Lube Oil Varnishing Til 1528-3Document8 pagesGe Lube Oil Varnishing Til 1528-3JJNo ratings yet
- Impact Hammer Product DataDocument4 pagesImpact Hammer Product DatasadettinorhanNo ratings yet
- PeDocument72 pagesPeRakesh NairNo ratings yet
- 9chem Ch1,2 PDFDocument4 pages9chem Ch1,2 PDFMohammad AshfaqNo ratings yet
- Rigid 10 L Vessel Initially Contains A Mixture of Liquid Water and Vapour at 100-TermoDocument2 pagesRigid 10 L Vessel Initially Contains A Mixture of Liquid Water and Vapour at 100-TermoMonica Edwards50% (2)
- Numerical Investigation of The Hydrothermal Performance of Novel Pin-FinDocument17 pagesNumerical Investigation of The Hydrothermal Performance of Novel Pin-FinTahmid SadiNo ratings yet
- Chapter 16: The Unification of ForcesDocument17 pagesChapter 16: The Unification of ForcesJuazmantNo ratings yet
- Unit IIDocument17 pagesUnit IImansikakaniNo ratings yet
- Closing The Gaps in Inertial Motion Tracking (MUSE - Magnitometer-Cenrtic Sensor Fusion) (Romit Roy Choudhury) (2018) (PPTX)Document60 pagesClosing The Gaps in Inertial Motion Tracking (MUSE - Magnitometer-Cenrtic Sensor Fusion) (Romit Roy Choudhury) (2018) (PPTX)ip01No ratings yet
- Single Correct Answer Type: 1.: U G U G U G U GDocument19 pagesSingle Correct Answer Type: 1.: U G U G U G U GAnonymous afoBhIv6fNo ratings yet
- INTRO TO AUTOMOBILE ENGINESDocument2 pagesINTRO TO AUTOMOBILE ENGINESamardeepbediNo ratings yet
- Physics Ncert Xii-E NotesDocument317 pagesPhysics Ncert Xii-E NotesKavita DahiyaNo ratings yet
- Quiz Science Speed, Velocity, AccelerationDocument1 pageQuiz Science Speed, Velocity, AccelerationDivelen Gonzales ArroyoNo ratings yet
- NafionDocument9 pagesNafionAlejandro BedollaNo ratings yet
- Line Distance ProtectionDocument7 pagesLine Distance ProtectionThirumalNo ratings yet
- O Level Physics Syllabus Only From 2023Document21 pagesO Level Physics Syllabus Only From 2023Md SafwatNo ratings yet
- Illuminationfund PDFDocument48 pagesIlluminationfund PDFMuhammad Ridwan100% (1)
- Rate of ReactionDocument22 pagesRate of ReactionlettyNo ratings yet
- Flow in Water PipingDocument9 pagesFlow in Water PipingJanNo ratings yet
- Serway Chapter - 41Document36 pagesSerway Chapter - 41Lujain TamimiNo ratings yet
- Describe The Shape of The Plastic Zone Ahead of A Crack Tip and Particularly How This Varies Between Plane Stress and Plane Strain SituationsDocument6 pagesDescribe The Shape of The Plastic Zone Ahead of A Crack Tip and Particularly How This Varies Between Plane Stress and Plane Strain SituationsAndrew SpiteriNo ratings yet
- Importance & Impact of Stress Intensification Factor (SIF) : A PresentationDocument8 pagesImportance & Impact of Stress Intensification Factor (SIF) : A Presentationcasaean100% (1)
- Introduction to Measurement, Estimating and Units in PhysicsDocument16 pagesIntroduction to Measurement, Estimating and Units in Physicsnikitad14100% (1)
- Subject Code: PH 3151 Subject Title: Engineering Physics 05-03-2022 Max. Marks 100 Semester: I Time: 1:45 - 4:45 PMDocument1 pageSubject Code: PH 3151 Subject Title: Engineering Physics 05-03-2022 Max. Marks 100 Semester: I Time: 1:45 - 4:45 PMWittin PrinceNo ratings yet
- Operating Manual Density Determination Set: Kern Aes-A01Document24 pagesOperating Manual Density Determination Set: Kern Aes-A01dexterpoliNo ratings yet
- Transformation From ECI To WGS84Document32 pagesTransformation From ECI To WGS84modtorNo ratings yet
- Evapotranspiration Measurement Methods: W. James Shuttleworth - SAHRA, University of ArizonaDocument4 pagesEvapotranspiration Measurement Methods: W. James Shuttleworth - SAHRA, University of ArizonaJoanna Marie NunagNo ratings yet
- Fundamentals To Perform Acoustical MeasurementsDocument53 pagesFundamentals To Perform Acoustical MeasurementsFriedlieb EugenNo ratings yet
- Theory of The Hall Effect in A Binary ElectrolyteDocument5 pagesTheory of The Hall Effect in A Binary Electrolytewahlgren9483No ratings yet