You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- SK200-8 YN11 Error CodesDocument58 pagesSK200-8 YN11 Error Codest544207189% (37)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
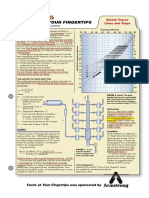
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- RT Vol6 DraftDocument177 pagesRT Vol6 DraftJeevan R Nair100% (1)
- Myanmar Oil Field Info SummaryDocument19 pagesMyanmar Oil Field Info SummaryhtutsweNo ratings yet
- Javan 1961 - POPULATION INVERSION AND CONTINUOUS OPTICAL MASER OSCILLATION IN A GAS DISCHARGE CONTAINING A He-Ne MIXTUREDocument8 pagesJavan 1961 - POPULATION INVERSION AND CONTINUOUS OPTICAL MASER OSCILLATION IN A GAS DISCHARGE CONTAINING A He-Ne MIXTURECayo Julio CesarNo ratings yet
- Electrochemistry NotesDocument16 pagesElectrochemistry NotesRandomNo ratings yet
- Properties of Refrigerant R134aDocument6 pagesProperties of Refrigerant R134ajosephine-ngNo ratings yet
- Straight Differential Expansion - DMXDocument4 pagesStraight Differential Expansion - DMXJurun_BidanshiNo ratings yet
- General Science: 1. Introduction and Role of ScienceDocument2 pagesGeneral Science: 1. Introduction and Role of ScienceCh Shakeel Ahmed MayoNo ratings yet
- Back To Basics - RTO MediaDocument2 pagesBack To Basics - RTO Mediaguardsman3No ratings yet
- Electrical Machines EE-260 Lecture-04: Instructor: DR Mehmood AlamDocument12 pagesElectrical Machines EE-260 Lecture-04: Instructor: DR Mehmood AlamSaif Ur RehmanNo ratings yet
- 0401544-Hydraulic StructuresDocument38 pages0401544-Hydraulic StructuresEfremWakjiraHodeNo ratings yet
- L7 Voltage Regulator, Half Wave Rectifier S2 1617Document20 pagesL7 Voltage Regulator, Half Wave Rectifier S2 1617Bhagyalaxmi patilNo ratings yet
- Moving Iron InstrumentDocument16 pagesMoving Iron Instrumentmrsirjan802No ratings yet
- Effinet Service Manual1Document63 pagesEffinet Service Manual1Willian Santiago CardenasNo ratings yet
- Reduce Your Energy Bill - Increase Your Confidence: Air-Cooled Liquid Chillers and Heat Pumps 40-160 KWDocument6 pagesReduce Your Energy Bill - Increase Your Confidence: Air-Cooled Liquid Chillers and Heat Pumps 40-160 KWGonADFNo ratings yet
- Vibration Isolation Selection GuideDocument5 pagesVibration Isolation Selection GuidearifzakirNo ratings yet
- ThermodynamicsDocument341 pagesThermodynamicsjonathan2788100% (4)
- Underground Facilities for Better Environment and Safety - IndiaDocument8 pagesUnderground Facilities for Better Environment and Safety - Indiafini1968No ratings yet
- AHU data collection formDocument4 pagesAHU data collection formcajaroNo ratings yet
- The Changes of Leaves in AutumnDocument9 pagesThe Changes of Leaves in AutumnKei's EntertainmentNo ratings yet
- Flow of Lubricating Greases in Centralized Lubricating SystemsDocument8 pagesFlow of Lubricating Greases in Centralized Lubricating SystemsFelipe LeiteNo ratings yet
- Air Compressor Presentation 1.1Document20 pagesAir Compressor Presentation 1.1ROBERTO FELIX RUEDASNo ratings yet
- Sensor Lect4Document23 pagesSensor Lect4morton1472No ratings yet
- A Methodology To Determine Transient Recovery Voltage in Short-Line FaultDocument7 pagesA Methodology To Determine Transient Recovery Voltage in Short-Line FaultLeonardo CamargoNo ratings yet
- Simon Dagher ProjectDocument114 pagesSimon Dagher ProjectSimon DagherNo ratings yet
- Draft MP Net Metering Policy - 4.11Document11 pagesDraft MP Net Metering Policy - 4.11Anand PuntambekarNo ratings yet
- Guide energy efficiency best practicesDocument8 pagesGuide energy efficiency best practicesshiyakNo ratings yet
- TM 5-5060 1942 Le Roi Motorized Compressor On GMC DeuceDocument221 pagesTM 5-5060 1942 Le Roi Motorized Compressor On GMC DeuceAdvocateNo ratings yet