You might also like
- Welding Journal PDFDocument7 pagesWelding Journal PDFraisalfiansyahNo ratings yet
- Solving The Simandoux EquationDocument15 pagesSolving The Simandoux Equationjose_rarmenta100% (1)
- Kister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansDocument8 pagesKister - Troubleshoot Packing Maldistribution Upset Part 1, Temperature Surveys and Gamma ScansgonzalezpcjNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- Optimization of Propane Refrigeration System For Hydrocarbon Dew by Mahmood Moshfeghian On 21 Jul 08.PpDocument22 pagesOptimization of Propane Refrigeration System For Hydrocarbon Dew by Mahmood Moshfeghian On 21 Jul 08.PpRama Krishnan100% (1)
- Column Hydraulics NotesDocument4 pagesColumn Hydraulics NotessatishchemengNo ratings yet
- Reaction Technologies: ThreeDocument31 pagesReaction Technologies: ThreeProcess EngineerNo ratings yet
- Minimizing Energy Costs With Free Cooling.Document7 pagesMinimizing Energy Costs With Free Cooling.joasobralNo ratings yet
- Refinery Energy Systems TrainingDocument208 pagesRefinery Energy Systems TrainingLuis Enrique Leyva OvalleNo ratings yet
- Reboiler Case StudyDocument6 pagesReboiler Case StudyamlhrdsNo ratings yet
- Debottleneck Gas Plant Reboiler Circuits Without HardwareDocument16 pagesDebottleneck Gas Plant Reboiler Circuits Without HardwareteddyNo ratings yet
- Thermosiphon ReboilersDocument3 pagesThermosiphon ReboilersMuhammadNo ratings yet
- Design Separation Columns GuideDocument8 pagesDesign Separation Columns GuideDewi ApriyaniNo ratings yet
- Avoid Pressure-Relief System PitfallsDocument8 pagesAvoid Pressure-Relief System PitfallschublackNo ratings yet
- PSV For Distillation GuidelinesDocument3 pagesPSV For Distillation GuidelinesMubarik AliNo ratings yet
- Tower Line Size Criteria PDFDocument1 pageTower Line Size Criteria PDFBurhanNo ratings yet
- Choudari Et Al. (2012) - Distillation Optimization Vapor RecompressionDocument5 pagesChoudari Et Al. (2012) - Distillation Optimization Vapor Recompressionvazzoleralex6884No ratings yet
- HRSG Understand The BasicsDocument14 pagesHRSG Understand The BasicsMazen Darwish100% (1)
- General Guidelines For Distillation ColumnDocument23 pagesGeneral Guidelines For Distillation ColumnCristinaNo ratings yet
- Hydro Processing Corrosion Wash WaterDocument9 pagesHydro Processing Corrosion Wash WaterNagendra H100% (1)
- Xu Distillation How To Push A Tower To Its Maximum Capacity PDFDocument9 pagesXu Distillation How To Push A Tower To Its Maximum Capacity PDFRajendraNo ratings yet
- Sieve Tray Column: Design of HC Process Equipments PE 350Document14 pagesSieve Tray Column: Design of HC Process Equipments PE 350Shreya Sahajpal KaushalNo ratings yet
- ChemEngReliefPaper2005 PDFDocument34 pagesChemEngReliefPaper2005 PDFNoirchevalNo ratings yet
- CEeNews2 04 PDFDocument6 pagesCEeNews2 04 PDFJohn AnthoniNo ratings yet
- Offsites and UtilitiesDocument70 pagesOffsites and Utilitiesankitalalwani100% (1)
- Design and Control of Condensate and Vapor Throttling ReboilersDocument12 pagesDesign and Control of Condensate and Vapor Throttling ReboilerscymyNo ratings yet
- Designing Atmospheric Crude Distillation For Bitumen Service PDFDocument6 pagesDesigning Atmospheric Crude Distillation For Bitumen Service PDFfawmer61No ratings yet
- Estimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnsDocument10 pagesEstimation of Relief Load and Realistic Relieving Temperature For Heavy-End Fractionating ColumnssdddNo ratings yet
- Optimising Safety Relief and Flare SystemsDocument8 pagesOptimising Safety Relief and Flare SystemsJoseph McMullenNo ratings yet
- Allowable Vapor Control ValveDocument9 pagesAllowable Vapor Control Valvejohn VilladaNo ratings yet
- REBOILER CALCULATION GUIDEDocument12 pagesREBOILER CALCULATION GUIDESabba CabbaNo ratings yet
- Piping Design Articles by Robert Kern PDFDocument53 pagesPiping Design Articles by Robert Kern PDFDiego IQ100% (1)
- For Exchanger Tube Rupture PDFDocument3 pagesFor Exchanger Tube Rupture PDFNikhil DivateNo ratings yet
- CompressorDocument6 pagesCompressorAbdul MalikNo ratings yet
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
- Distillation Column InternalsDocument16 pagesDistillation Column InternalsBon Joey BernestoNo ratings yet
- IFP Materials PDFDocument65 pagesIFP Materials PDFProcess EngineerNo ratings yet
- Protect Plants from Overpressure RiskDocument8 pagesProtect Plants from Overpressure RiskMEGAN ASBROCKNo ratings yet
- Select The Right ReboilerDocument2 pagesSelect The Right ReboilerSteven A McMurray100% (2)
- CH 4 - How Trays Work - DumpingDocument10 pagesCH 4 - How Trays Work - DumpingGissmo100% (1)
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- A I Che Weir Loading SPR 2009Document13 pagesA I Che Weir Loading SPR 2009mehul10941No ratings yet
- Air-Cooled Heat ExchangersDocument39 pagesAir-Cooled Heat ExchangersShrutika Telange50% (2)
- Glycol Dehydration Instrumentation and ControlsDocument3 pagesGlycol Dehydration Instrumentation and ControlsdndudcNo ratings yet
- Distillation Tray Types Operation TRBSHTDocument38 pagesDistillation Tray Types Operation TRBSHTGary JonesNo ratings yet
- H-I SUPER-DEHYDRATION WITH GLYCOLSDocument15 pagesH-I SUPER-DEHYDRATION WITH GLYCOLSDiego1980bNo ratings yet
- Evaporative Rates of A SpillDocument3 pagesEvaporative Rates of A SpillkurtbkNo ratings yet
- Eliminating inert entry for safe catalyst changeoutsDocument2 pagesEliminating inert entry for safe catalyst changeoutsAndri SaputraNo ratings yet
- Control Valve SizingDocument18 pagesControl Valve SizingdidikosanNo ratings yet
- Evaluate Heat-Exchanger Tube Rupture Scenarios Using Dynamic Simulation PDFDocument6 pagesEvaluate Heat-Exchanger Tube Rupture Scenarios Using Dynamic Simulation PDFZhen Kai OngNo ratings yet
- Flow Instabilities in A Horizontal Thermosyphon Reboiler LoopDocument22 pagesFlow Instabilities in A Horizontal Thermosyphon Reboiler Loopwylie01No ratings yet
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDocument8 pagesGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNo ratings yet
- PSV For Super Critical FluidDocument10 pagesPSV For Super Critical FluidMubarik AliNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Natural Gas Processing from Midstream to DownstreamFrom EverandNatural Gas Processing from Midstream to DownstreamNimir O. ElbashirNo ratings yet
- Energy and Process Optimization for the Process IndustriesFrom EverandEnergy and Process Optimization for the Process IndustriesNo ratings yet
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
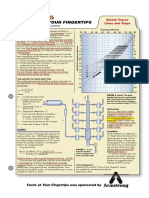
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
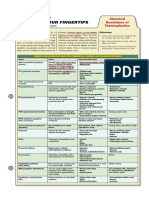
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Department of Education: Humss 12 Cluster A and B Weekly Home Learning PlanDocument3 pagesDepartment of Education: Humss 12 Cluster A and B Weekly Home Learning PlanRhomelyn AbellarNo ratings yet
- Section I: Logical Reasoning: Free ThrowsDocument7 pagesSection I: Logical Reasoning: Free ThrowsPuja AgarwalNo ratings yet
- Practice Chapter 18 Carboxylic AcidsDocument0 pagesPractice Chapter 18 Carboxylic AcidsRochelle BartiletNo ratings yet
- Stiffness of Cable-Based Parallel Manipulators With Application To Stability AnalysisDocument8 pagesStiffness of Cable-Based Parallel Manipulators With Application To Stability AnalysisNhật MinhNo ratings yet
- SABIC Innovative Plastics Lexan® 940 PC Data SheetDocument3 pagesSABIC Innovative Plastics Lexan® 940 PC Data SheetMRC RailNo ratings yet
- GE Lighting Systems Brevard Series Spec Sheet 12-74Document2 pagesGE Lighting Systems Brevard Series Spec Sheet 12-74Alan MastersNo ratings yet
- Company Directive: Standard Technique: Sd8A/3 Relating To Revision of Overhead Line RatingsDocument33 pagesCompany Directive: Standard Technique: Sd8A/3 Relating To Revision of Overhead Line RatingsSathish KumarNo ratings yet
- Chemistry Project: To Study The Quantity of Casein Present in Different Samples of MilkDocument14 pagesChemistry Project: To Study The Quantity of Casein Present in Different Samples of Milkveenu68No ratings yet
- Energy in Somaliland Novia Thesis - Editing PDFDocument25 pagesEnergy in Somaliland Novia Thesis - Editing PDFAbdirahmanNo ratings yet
- Printed Vesiontunable Optical Properties of Bi12Na12TiO3 Materials Via Sm12Na12TiO3Document8 pagesPrinted Vesiontunable Optical Properties of Bi12Na12TiO3 Materials Via Sm12Na12TiO3Vinh PhamNo ratings yet
- FDG Production-Theory Operations-FDG Synthesis Chemistr1Document25 pagesFDG Production-Theory Operations-FDG Synthesis Chemistr1Cesar Adolfo SanchezNo ratings yet
- FTTH Accessories PDFDocument10 pagesFTTH Accessories PDFdannyalcivarNo ratings yet
- A Study of Manufacturing of Steam TurbinesDocument40 pagesA Study of Manufacturing of Steam TurbinesSaketh Varma MudunuriNo ratings yet
- CHY382-01 Ester Hydrolysis Lab ReportDocument5 pagesCHY382-01 Ester Hydrolysis Lab ReportJoshua AunNo ratings yet
- Is.1875 1992Document14 pagesIs.1875 1992Sadashiva sahooNo ratings yet
- DMCR Detection Measurement Control RelayDocument5 pagesDMCR Detection Measurement Control RelayMuhammad AbuzarNo ratings yet
- Topic 4 - Probability (Old Notes)Document22 pagesTopic 4 - Probability (Old Notes)Pradeep100% (1)
- Rectilinear Motion and Rotating VesselDocument4 pagesRectilinear Motion and Rotating VesselJack PresadoNo ratings yet
- Phased Array Probes and Wedges: Probe CatalogDocument3 pagesPhased Array Probes and Wedges: Probe CatalogDavidMontillaNo ratings yet
- Universal cleaner for ultrasonic bathsDocument1 pageUniversal cleaner for ultrasonic bathsJuan ShunaNo ratings yet
- Metrology AssignmentDocument31 pagesMetrology AssignmentKailas Sree Chandran100% (1)
- TCL Air Conditioner Service ManualDocument138 pagesTCL Air Conditioner Service ManualFabian EtcheniqueNo ratings yet
- ME 555 Stress Analysis Unit 4Document57 pagesME 555 Stress Analysis Unit 4TheoNo ratings yet
- 4-1 r14Document12 pages4-1 r14hafizgNo ratings yet
- XI Maths - I Terminal ExamDocument2 pagesXI Maths - I Terminal ExamPurisai Rajamani KumarNo ratings yet
- Diagonalization Practice ProblemDocument6 pagesDiagonalization Practice ProblemawekeuNo ratings yet
- Introduction to Nanorobotics and Their ApplicationsDocument25 pagesIntroduction to Nanorobotics and Their ApplicationsSharifa RahamadullahNo ratings yet