You might also like
- Sour Water Strippers ExposedDocument15 pagesSour Water Strippers Exposedreliability1100% (1)
- Refinery PH Control in Sour Water Stripping e April2010Document2 pagesRefinery PH Control in Sour Water Stripping e April2010sunny_lit6806No ratings yet
- WP Battling Corrosion in Refineries en Aug09Document4 pagesWP Battling Corrosion in Refineries en Aug09blackbeast8No ratings yet
- Reliable design of sour water strippers simulation modelDocument9 pagesReliable design of sour water strippers simulation modeledgardiaz5519No ratings yet
- PTQ - Corrosion and Fouling Challanges and Solution PDFDocument10 pagesPTQ - Corrosion and Fouling Challanges and Solution PDFPhatchara Chuaykerd100% (1)
- Reducing Hydrocarbons in Sws Acid GasDocument15 pagesReducing Hydrocarbons in Sws Acid GasHanan AmarkiNo ratings yet
- PH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryDocument2 pagesPH Measurement in Tail Gas Clean-Up: Petroleum Refining IndustryachillesntroyNo ratings yet
- FCC Wash Water SystemsDocument16 pagesFCC Wash Water SystemsBehnam RahzaniNo ratings yet
- PH Measurement in Wet Scrubbers: Product Application DataDocument2 pagesPH Measurement in Wet Scrubbers: Product Application DataVanessa VanegasNo ratings yet
- Rtps Unit # 7 Boiler Water ChemistryDocument16 pagesRtps Unit # 7 Boiler Water ChemistryharimadhavareddyNo ratings yet
- Boiler Contaminants 4 Jeoparadising The O&MDocument5 pagesBoiler Contaminants 4 Jeoparadising The O&MUdhayakumar VenkataramanNo ratings yet
- Discussion Wash Water Systems - UOPDocument21 pagesDiscussion Wash Water Systems - UOPAvinaw100% (1)
- Sour Water Where It Comes From and How To Handle ItDocument10 pagesSour Water Where It Comes From and How To Handle ItRamon IglesiasNo ratings yet
- Analysis System: SteamDocument22 pagesAnalysis System: SteamGaurav KumarNo ratings yet
- Specifying Internals in Sour Water Strippers-Part 1Document7 pagesSpecifying Internals in Sour Water Strippers-Part 1NAMONo ratings yet
- 0372 0375 Vol A1 t02 Water ChemistryDocument71 pages0372 0375 Vol A1 t02 Water ChemistrySandeep MishraNo ratings yet
- Boiler Water Treatment External PDFDocument4 pagesBoiler Water Treatment External PDFHadi AnsyahNo ratings yet
- Boiler Feed Water and Steam ChemistryDocument4 pagesBoiler Feed Water and Steam ChemistryVajid MadathilNo ratings yet
- Sour Water StrippingDocument5 pagesSour Water StrippingImam Bukhori100% (1)
- Liq AppData 43-020Document2 pagesLiq AppData 43-020Ahmad Adel El TantawyNo ratings yet
- Question 21 We Are Observing Fouling of Our Feedeffluent Exchangers That Has Impacted Heat Transfer and Restricted Feed What Are Potential Contributing Causes and How Can We MitigateDocument10 pagesQuestion 21 We Are Observing Fouling of Our Feedeffluent Exchangers That Has Impacted Heat Transfer and Restricted Feed What Are Potential Contributing Causes and How Can We MitigateQwERTyNo ratings yet
- All Crude Oil ProcessDocument7 pagesAll Crude Oil ProcessAli AlengineerNo ratings yet
- Saws & Gas AnalysersDocument4 pagesSaws & Gas AnalysersPuspaanjaliNo ratings yet
- Hydromos 50-400SDocument4 pagesHydromos 50-400SRay MartinNo ratings yet
- Water Chemistry PDFDocument8 pagesWater Chemistry PDFalamNo ratings yet
- Steam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualDocument13 pagesSteam and Water Sampling System: Larsen & Toubro Limited Epc Power Training ManualABVSAINo ratings yet
- Con Uc TivityDocument2 pagesCon Uc TivitySnehashis BoseNo ratings yet
- Application Data: Medium Purity Condensate MonitoringDocument2 pagesApplication Data: Medium Purity Condensate MonitoringSnehashis BoseNo ratings yet
- Sulfur Dioxide Scrubber: PH Control: Application NoteDocument2 pagesSulfur Dioxide Scrubber: PH Control: Application NoteRiki HermansyahNo ratings yet
- Purpose and ObjectivesDocument18 pagesPurpose and ObjectivesAbigail EscribaNo ratings yet
- Optimization of Operating Parameters of Oil Desalting in Southern Treatment Unit Hmdalgeria 2157 7463 1000271Document7 pagesOptimization of Operating Parameters of Oil Desalting in Southern Treatment Unit Hmdalgeria 2157 7463 1000271Nuna BambangNo ratings yet
- Optimization of Operating Parameters of Oil Desalting in Southern Treatment Unit Hmdalgeria 2157 7463 1000271Document6 pagesOptimization of Operating Parameters of Oil Desalting in Southern Treatment Unit Hmdalgeria 2157 7463 1000271engr.shahid041No ratings yet
- Artigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Document10 pagesArtigo - An Advancement in Steam Turbine Chemistry Monitoring (IMPRESSO)Mateus PinheiroNo ratings yet
- TUV Training Water Treatment - 2017Document11 pagesTUV Training Water Treatment - 2017RAJKUMARNo ratings yet
- Water Steam Chemistry OptimizationDocument4 pagesWater Steam Chemistry OptimizationAshish ParasharNo ratings yet
- Rinsing Water Purity TDSDocument1 pageRinsing Water Purity TDSIrfan AhmadNo ratings yet
- A-N-Mining PH Cyanide-EN BDocument2 pagesA-N-Mining PH Cyanide-EN BYousif MaazNo ratings yet
- Guide to Water Chemistry for High Pressure BoilersDocument12 pagesGuide to Water Chemistry for High Pressure Boilersगुंजन सिन्हाNo ratings yet
- .Water Treatment - O.r.ureteDocument57 pages.Water Treatment - O.r.ureteyogeshNo ratings yet
- 2.6 Scavengers O2 H2S Bruce Adams PDFDocument67 pages2.6 Scavengers O2 H2S Bruce Adams PDFJoel Siegel100% (1)
- Minimizing Corrosion in Refinery PTQDocument5 pagesMinimizing Corrosion in Refinery PTQjimbob8888No ratings yet
- Ad Anainst 002-En Rev. ADocument2 pagesAd Anainst 002-En Rev. AwilsonNo ratings yet
- Chemical Parameters in Boiler Watermonitoring PDFDocument17 pagesChemical Parameters in Boiler Watermonitoring PDFprakashNo ratings yet
- Art-V1400001 Total Dissolved Solids MeasurementDocument6 pagesArt-V1400001 Total Dissolved Solids MeasurementLoka VyeNo ratings yet
- Medium Purity Condensate Monitoring: Power IndustryDocument2 pagesMedium Purity Condensate Monitoring: Power IndustryAhmad Adel El TantawyNo ratings yet
- Optimization of Operating Parameters of Oil Desalting in Southern Treatment Unit Hmdalgeria 2157 7463 1000271Document7 pagesOptimization of Operating Parameters of Oil Desalting in Southern Treatment Unit Hmdalgeria 2157 7463 1000271Wisam HusseinNo ratings yet
- FGD Scrubber An RevADocument2 pagesFGD Scrubber An RevAgaol_bird009No ratings yet
- Desalination of Sea Water: Water and Wastewater IndustryDocument2 pagesDesalination of Sea Water: Water and Wastewater IndustryMiko QuijanoNo ratings yet
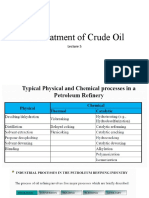
- Pre-Treatment of Crude OilDocument25 pagesPre-Treatment of Crude OilAbhisek AgarwalNo ratings yet
- Exp 3Document15 pagesExp 3mjunaidNo ratings yet
- Lecture 04Document16 pagesLecture 04Touseef IsmailNo ratings yet
- Chemical CleaningDocument4 pagesChemical CleaningZubair Ahmed KhaskheliNo ratings yet
- Chemical Cleaning Heat ExchangersDocument4 pagesChemical Cleaning Heat ExchangersMohammad Fazal KhanNo ratings yet
- B. BFW Chemistry & ControlDocument61 pagesB. BFW Chemistry & ControlRajendran SrnNo ratings yet
- Technology Sheet Degassing of Liqids Using Membrane TechnologyDocument6 pagesTechnology Sheet Degassing of Liqids Using Membrane TechnologysalcedopozasNo ratings yet
- 6 Low PH Corrosion During ServiceDocument13 pages6 Low PH Corrosion During ServiceWalter RuedaNo ratings yet
- SWS Paper FinalA4Document17 pagesSWS Paper FinalA4faisalmuradNo ratings yet
- Help Reduce Water Consumption: Llsing Conductivity Meters CanDocument2 pagesHelp Reduce Water Consumption: Llsing Conductivity Meters Canandy175No ratings yet
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- How Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisFrom EverandHow Industrial Businesses Can Reduce Production Costs With Reverse Osmosis: Industrial Reverse OsmosisRating: 5 out of 5 stars5/5 (1)
- Facts at Your Fingertips-201105-Pressure Measurement ConsiderationsDocument1 pageFacts at Your Fingertips-201105-Pressure Measurement Considerationsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)Document1 pageFacts at Your Fingertips-201101-Hansen Solubility Parameters (HSP)onizuka-t2263No ratings yet
- Facts at Your Fingertips-201104-Hopper Inserts For Improved Solids FlowDocument1 pageFacts at Your Fingertips-201104-Hopper Inserts For Improved Solids Flowonizuka-t2263No ratings yet
- Facts at Your Fingertips-201010-MSMPR Crystallization EquipmentDocument1 pageFacts at Your Fingertips-201010-MSMPR Crystallization Equipmentonizuka-t2263No ratings yet
- Facts at Your Fingertips-201011-Viscosity MeasurementDocument1 pageFacts at Your Fingertips-201011-Viscosity Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201103-Infrared Temperature MeasurementDocument1 pageFacts at Your Fingertips-201103-Infrared Temperature Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-201102-Control Valve Position SensorsDocument1 pageFacts at Your Fingertips-201102-Control Valve Position Sensorsonizuka-t2263No ratings yet
- Controlling membrane foulingDocument1 pageControlling membrane foulingonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201006-Fluid MechanicsDocument1 pageFacts at Your Fingertips-201006-Fluid Mechanicsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201012-Project Design Decision-Making Option ListsDocument1 pageFacts at Your Fingertips-201012-Project Design Decision-Making Option Listsonizuka-t2263No ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201007-Conservation Economics Carbon Pricing ImpactsDocument1 pageFacts at Your Fingertips-201007-Conservation Economics Carbon Pricing Impactsonizuka-t2263No ratings yet
- Heat Transfer Fluids: System FiltrationDocument1 pageHeat Transfer Fluids: System Filtrationonizuka-t2263No ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Steam Tracer Lines and Traps GuideDocument1 pageSteam Tracer Lines and Traps Guideonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200909-Heat Transfer System Design IIDocument1 pageFacts at Your Fingertips-200909-Heat Transfer System Design IIonizuka-t2263No ratings yet
- Facts at Your Fingertips-201002-Positive Displacement PumpsDocument1 pageFacts at Your Fingertips-201002-Positive Displacement Pumpsonizuka-t2263No ratings yet
- Facts at Your Fingertips-201005-Burner Operating Characteristics PDFDocument1 pageFacts at Your Fingertips-201005-Burner Operating Characteristics PDFonizuka-t2263No ratings yet
- Facts at Your Fingertips-200907-Flowmeter SelectionDocument2 pagesFacts at Your Fingertips-200907-Flowmeter Selectiononizuka-t2263No ratings yet
- Above and Underground Storage Tanks PDFDocument1 pageAbove and Underground Storage Tanks PDFrasik.kiraneNo ratings yet
- CHE Facts 0410Document1 pageCHE Facts 0410gwinnruNo ratings yet
- Facts at Your Fingertips-201001-Low-Pressure MeasurementDocument1 pageFacts at Your Fingertips-201001-Low-Pressure Measurementonizuka-t2263No ratings yet
- Facts at Your Fingertips-200910-Chemical Resistance of ThermoplasticsDocument1 pageFacts at Your Fingertips-200910-Chemical Resistance of Thermoplasticsonizuka-t2263No ratings yet
- Facts at Your Fingertips-200912-Creating Installed Gain GraphsDocument1 pageFacts at Your Fingertips-200912-Creating Installed Gain Graphsonizuka-t2263No ratings yet
- Specialty metals guide corrosion resistance and propertiesDocument1 pageSpecialty metals guide corrosion resistance and propertiesonizuka-t2263No ratings yet
- Adsorption PDFDocument1 pageAdsorption PDFrasik.kiraneNo ratings yet
- Facts at Your Fingertips-200905-Choosing A Control SystemDocument1 pageFacts at Your Fingertips-200905-Choosing A Control Systemonizuka-t2263No ratings yet
- Full Solutions Manual To Accompany Miller Freunds Probability and Statistics For Engineers 8Th Edition 0321640772 PDF Docx Full Chapter ChapterDocument36 pagesFull Solutions Manual To Accompany Miller Freunds Probability and Statistics For Engineers 8Th Edition 0321640772 PDF Docx Full Chapter Chaptersecrecy.tetradic.0s46al100% (12)
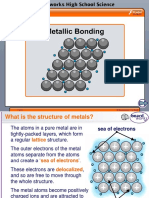
- Metallic BondingDocument6 pagesMetallic Bonding胡佳玲No ratings yet
- Inorganic Chemistry For The JEE Mains and Advanced by K Rama RaoDocument937 pagesInorganic Chemistry For The JEE Mains and Advanced by K Rama RaoAlan100% (1)
- Astm D 5623Document6 pagesAstm D 5623Daniel HernandezNo ratings yet
- CBSE 2013 Chemistry Question Paper DownloadDocument5 pagesCBSE 2013 Chemistry Question Paper DownloadKhushi ChaudharyNo ratings yet
- Book Chapter - Measuring Surface Tension and Free Surfce EnergyDocument13 pagesBook Chapter - Measuring Surface Tension and Free Surfce EnergyIhlas AhamedNo ratings yet
- The Effect of Carbon Aspect Ratio On The Friction and Wear of PtfeDocument9 pagesThe Effect of Carbon Aspect Ratio On The Friction and Wear of PtfeHenk van GansenNo ratings yet
- Process ValidationDocument41 pagesProcess ValidationDANIBATA100% (3)
- Thermal Efficiency of Steam TurbinesDocument26 pagesThermal Efficiency of Steam TurbinesBoshra NouriNo ratings yet
- Mini Ice Plant Design GuideDocument4 pagesMini Ice Plant Design GuideDidy RobotIncorporatedNo ratings yet
- PT - Science 6 - Q1Document6 pagesPT - Science 6 - Q1King Res Albertson Canas50% (2)
- Chemi Full ReportDocument2 pagesChemi Full ReportLim Kai Xuan100% (1)
- Gasoline Roof Landings To NJDEP (02-07) - Final - 1Document13 pagesGasoline Roof Landings To NJDEP (02-07) - Final - 1sunildubey02No ratings yet
- U-Tube Manometer Lab ReportDocument3 pagesU-Tube Manometer Lab ReportKashif AbbasNo ratings yet
- Electrochemical Behaviour of Copper-Nickel Alloy Cuni 90-10 in Chlorinated Seawater Under Stagnating ConditionsDocument16 pagesElectrochemical Behaviour of Copper-Nickel Alloy Cuni 90-10 in Chlorinated Seawater Under Stagnating Conditionsyw_oulalaNo ratings yet
- Study of Zeolite Molecular Sieves For Production of Oxygen by Using Pressure Swing AdsorptionDocument5 pagesStudy of Zeolite Molecular Sieves For Production of Oxygen by Using Pressure Swing AdsorptionelmicagaNo ratings yet
- Chapter 9 Printable Handout PDFDocument15 pagesChapter 9 Printable Handout PDFRaymond LeoNo ratings yet
- Chem MCQDocument11 pagesChem MCQNipun JhalaniNo ratings yet
- Corrosion Management in Gas Processing FacilitiesDocument44 pagesCorrosion Management in Gas Processing Facilitiescoolguy12345No ratings yet
- Phase 2Document96 pagesPhase 2nathaniel villanuevaNo ratings yet
- Atkins Physical Chemistry 2nd Law EntropyDocument20 pagesAtkins Physical Chemistry 2nd Law Entropyfebiola silvia ningsihNo ratings yet
- Refrigeration and Air Conditioning Components GuideDocument43 pagesRefrigeration and Air Conditioning Components GuideAshim Lamichhane100% (1)
- Class 11 Annual ExamDocument9 pagesClass 11 Annual ExamAshraf KhanNo ratings yet
- Adhesives and Sealants 12 - 2018Document6 pagesAdhesives and Sealants 12 - 2018Jose LopezNo ratings yet
- NHT Catalyst Activation ORC-I (Updated)Document10 pagesNHT Catalyst Activation ORC-I (Updated)Clash with HBNo ratings yet
- Chemistry ks4 Lesson CHM Y11 U1 l10Document19 pagesChemistry ks4 Lesson CHM Y11 U1 l10Sri WahyuningsihNo ratings yet
- AMPLOP PEskam-dikonversiDocument29 pagesAMPLOP PEskam-dikonversiahlan habibiNo ratings yet
- Assignment 2Document1 pageAssignment 2Ankit OlaNo ratings yet
- Fundamentals of natural gas dew point modellingDocument118 pagesFundamentals of natural gas dew point modellingMary North-AbbottNo ratings yet
- HPLCDocument96 pagesHPLCHasif D. MüllerNo ratings yet