You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Academic Cover LettersDocument5 pagesAcademic Cover Letterscoxo_designNo ratings yet
- Project Report On Air FilterDocument5 pagesProject Report On Air FilterEIRI Board of Consultants and PublishersNo ratings yet
- Small Gas Turbines 4 LubricationDocument19 pagesSmall Gas Turbines 4 LubricationValBMSNo ratings yet
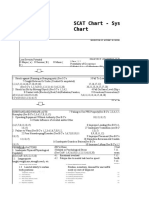
- SCAT Chart - Systematic Cause Analysis Technique - SCAT ChartDocument6 pagesSCAT Chart - Systematic Cause Analysis Technique - SCAT ChartSalman Alfarisi100% (1)
- 01 Slug CatchersDocument23 pages01 Slug CatchersMohamed Sahnoun100% (2)
- Electrical Interview Questions & Answers - Hydro Power PlantDocument2 pagesElectrical Interview Questions & Answers - Hydro Power PlantLaxman Naidu NNo ratings yet
- PE 560 Atomic Absorption Spectrophotometer ManualDocument176 pagesPE 560 Atomic Absorption Spectrophotometer ManualDavid Allan100% (1)
- 06wk48 - CSSR Improvement Fach Power Trial Phase II - VDF UKDocument19 pages06wk48 - CSSR Improvement Fach Power Trial Phase II - VDF UKsyedNo ratings yet
- D Formation Damage StimCADE FDADocument30 pagesD Formation Damage StimCADE FDAEmmanuel EkwohNo ratings yet
- Kinetics and Performance of Raw and Torrefied BiomDocument18 pagesKinetics and Performance of Raw and Torrefied BiomHafif DafiqurrohmanNo ratings yet
- Comparison Between Secondary Thermal Cracking Methods and Venturi Scrubber Filtering in Order To Reduce Tar in Biomass GasificationDocument10 pagesComparison Between Secondary Thermal Cracking Methods and Venturi Scrubber Filtering in Order To Reduce Tar in Biomass GasificationHafif DafiqurrohmanNo ratings yet
- Research Proposals-FBG Rice HuskDocument2 pagesResearch Proposals-FBG Rice HuskHafif DafiqurrohmanNo ratings yet
- Effect of Rice Husk Ash Mass On Sustainability Pyrolysis Zone of Fixed Bed Downdraft Gasifier With Capacity of 10 KgHour-AIP (2017)Document9 pagesEffect of Rice Husk Ash Mass On Sustainability Pyrolysis Zone of Fixed Bed Downdraft Gasifier With Capacity of 10 KgHour-AIP (2017)Hafif DafiqurrohmanNo ratings yet
- Effect of Rice Husk Ash Mass On Sustainability Pyrolysis Zone of Fixed Bed Downdraft Gasifier With Capacity of 10 KgHour-AIP (2017)Document9 pagesEffect of Rice Husk Ash Mass On Sustainability Pyrolysis Zone of Fixed Bed Downdraft Gasifier With Capacity of 10 KgHour-AIP (2017)Hafif DafiqurrohmanNo ratings yet
- Analysis of The Influence of Vortexbinder Dimension On Cyclone Separator Performance in Biomass Gasification System-Procedia Engineering (2017) PDFDocument8 pagesAnalysis of The Influence of Vortexbinder Dimension On Cyclone Separator Performance in Biomass Gasification System-Procedia Engineering (2017) PDFHafif DafiqurrohmanNo ratings yet
- Investigation of Co-Gasification Characteristics of Wood-Coconut Fibers Pellet and Rice Husk Mixtures in A Downdraft Fixed Bed GasifierDocument10 pagesInvestigation of Co-Gasification Characteristics of Wood-Coconut Fibers Pellet and Rice Husk Mixtures in A Downdraft Fixed Bed GasifierHafif DafiqurrohmanNo ratings yet
- Prevention Study of Sand Agglomeration On Fluidised Bed Combustor With Co-Combustion MethodDocument6 pagesPrevention Study of Sand Agglomeration On Fluidised Bed Combustor With Co-Combustion MethodHafif DafiqurrohmanNo ratings yet
- Investigation of Co-Gasification Characteristics of Wood-Coconut Fibers Pellet and Rice Husk Mixtures in A Downdraft Fixed Bed GasifierDocument10 pagesInvestigation of Co-Gasification Characteristics of Wood-Coconut Fibers Pellet and Rice Husk Mixtures in A Downdraft Fixed Bed GasifierHafif DafiqurrohmanNo ratings yet
- Thermochemical Biomass Gasification A Review of The Current Status of The TechnologyDocument27 pagesThermochemical Biomass Gasification A Review of The Current Status of The TechnologyHafif DafiqurrohmanNo ratings yet
- Prevention Study of Sand Agglomeration On Fluidised Bed Combustor With Co-Combustion MethodDocument6 pagesPrevention Study of Sand Agglomeration On Fluidised Bed Combustor With Co-Combustion MethodHafif DafiqurrohmanNo ratings yet
- Organic Compounds FT-IR SpectrosDocument22 pagesOrganic Compounds FT-IR SpectrosHafif DafiqurrohmanNo ratings yet
- Air Intake Modification For Pyrolysis Optimization On Rice Husk Fixed Bed Downdraft Gasifier With Maximum Capacity of 30 KGDocument10 pagesAir Intake Modification For Pyrolysis Optimization On Rice Husk Fixed Bed Downdraft Gasifier With Maximum Capacity of 30 KGHafif DafiqurrohmanNo ratings yet
- Registration Form - SEES2015Document3 pagesRegistration Form - SEES2015Hafif DafiqurrohmanNo ratings yet
- Study of Production of Reverse Osmosis DemineralizDocument17 pagesStudy of Production of Reverse Osmosis DemineralizHafif DafiqurrohmanNo ratings yet
- Maskeei Workshop Brochure FinalDocument3 pagesMaskeei Workshop Brochure FinalHafif DafiqurrohmanNo ratings yet
- ICEMI 2013.review FormDocument1 pageICEMI 2013.review FormHafif DafiqurrohmanNo ratings yet
- ResearchDocument32 pagesResearchHafif DafiqurrohmanNo ratings yet
- 33.1 AbstractsDocument8 pages33.1 AbstractsHafif DafiqurrohmanNo ratings yet
- Research20 PDFDocument1 pageResearch20 PDFHafif DafiqurrohmanNo ratings yet
- IFSLU Young Professional ProgrammeDocument4 pagesIFSLU Young Professional ProgrammeHafif DafiqurrohmanNo ratings yet
- Callforpaper Iyce2015Document1 pageCallforpaper Iyce2015Hafif DafiqurrohmanNo ratings yet
- Intern PDFDocument1 pageIntern PDFHafif DafiqurrohmanNo ratings yet
- Impact FactorDocument15 pagesImpact FactorsasinfotechNo ratings yet
- IEEE Outline FormatDocument3 pagesIEEE Outline FormatAlex HerrmannNo ratings yet
- Intern PDFDocument1 pageIntern PDFHafif DafiqurrohmanNo ratings yet
- Practical Research 1 Quarter 1 - Module 10: Through The SlateDocument10 pagesPractical Research 1 Quarter 1 - Module 10: Through The SlateMark Allen Labasan100% (1)
- Bio ViberDocument7 pagesBio ViberMarco BuntNo ratings yet
- 4 6051111060339957657Document361 pages4 6051111060339957657Oviedo OviedoNo ratings yet
- 3-O FaultDocument15 pages3-O FaultJaved Ahmed LaghariNo ratings yet
- Edinburgh Postnatal Depression Scale. Detection of Postnatal Depression. Development of The 10-ItemDocument6 pagesEdinburgh Postnatal Depression Scale. Detection of Postnatal Depression. Development of The 10-ItemKyze LQNo ratings yet
- Catálogo SEDIVERDocument32 pagesCatálogo SEDIVEREnver Rojas DiazNo ratings yet
- Darnell's Father Goes StrictDocument2 pagesDarnell's Father Goes StrictDavid Theodore Richardson IIINo ratings yet
- EMI InstructionsDocument2 pagesEMI InstructionsAKSHAY ANANDNo ratings yet
- Steroids ActivityDocument1 pageSteroids Activityfaqed ilzakiraNo ratings yet
- Amaryllidaceae Family Guide with Endemic Philippine SpeciesDocument28 pagesAmaryllidaceae Family Guide with Endemic Philippine SpeciesMa-anJaneDiamos100% (1)
- Rainer M. Holm-Hadulla, Alina Bertolino: Use of Drugs by Jazz MusiciansDocument3 pagesRainer M. Holm-Hadulla, Alina Bertolino: Use of Drugs by Jazz MusiciansTitikshaNo ratings yet
- Jee Main Sample Paper 5Document19 pagesJee Main Sample Paper 5DavidNo ratings yet
- Bibie Evana OsmanDocument6 pagesBibie Evana OsmanStabat Jaya TrademarkNo ratings yet
- Environmental Product Declaration: PU EuropeDocument6 pagesEnvironmental Product Declaration: PU EuropeIngeniero Mac DonnellNo ratings yet
- Radioimmunoassay MarketDocument5 pagesRadioimmunoassay MarketRajni GuptaNo ratings yet
- Regulation of Body FluidsDocument7 pagesRegulation of Body FluidsRuth FamillaranNo ratings yet
- CV Dang Hoang Du - 2021Document7 pagesCV Dang Hoang Du - 2021Tran Khanh VuNo ratings yet
- Oxihalide AcisDocument8 pagesOxihalide AcisDina Ikrama PutriNo ratings yet
- 12 2022 Salary Slip SintexDocument1 page12 2022 Salary Slip SintexpathyashisNo ratings yet
- IC 33 Question PaperDocument12 pagesIC 33 Question PaperSushil MehraNo ratings yet
- CWK-IDD-009-CC-2020: Reference Checking Consent and Authorization Form Candidate's Full NameDocument1 pageCWK-IDD-009-CC-2020: Reference Checking Consent and Authorization Form Candidate's Full NamePopa Alina-ManuelaNo ratings yet
- Cement Evaluation CAST-CBL HalliburtonDocument36 pagesCement Evaluation CAST-CBL HalliburtonrezaNo ratings yet