You might also like
- INSPECTION AND TEST PLAN FOR AIR PREHEATERDocument27 pagesINSPECTION AND TEST PLAN FOR AIR PREHEATERBui van DiepNo ratings yet
- 2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriDocument51 pages2 X 115 TPH CFBC Boiler: Ultratech Cement Limited - Apcw TadipatriChanna BasavaNo ratings yet
- Terminal Points for Main Plant EquipmentDocument6 pagesTerminal Points for Main Plant Equipmentpunitg_2No ratings yet
- CEP - SavingDocument6 pagesCEP - SavingManoj UpadhyayNo ratings yet
- Energy Management System For Combined Cycle Power Plant TrainingDocument4 pagesEnergy Management System For Combined Cycle Power Plant Trainingglenlcy100% (1)
- AFBC Technology Overview for Army Heating PlantsDocument101 pagesAFBC Technology Overview for Army Heating Plantsdika wahyuNo ratings yet
- Supercritical Boiler Cleanup Cycle: Ranjan KumarDocument23 pagesSupercritical Boiler Cleanup Cycle: Ranjan Kumarscentpcbarauni BARAUNINo ratings yet
- Flue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1Document56 pagesFlue Gas System Air Pre Heater: May 24, 2012 PMI Revision 00 1ASHIL PRABHAKARNo ratings yet
- Performance Evaluation of Air Preheater at off Design ConditionDocument32 pagesPerformance Evaluation of Air Preheater at off Design ConditionSuresh DewanganNo ratings yet
- Poor Oil Gun Performance in BoilersDocument3 pagesPoor Oil Gun Performance in BoilersRAPRATSINNo ratings yet
- Glaxo Vol IDocument164 pagesGlaxo Vol IPrakash WarrierNo ratings yet
- Failure Investigation of Super Heater Tubes of CoaDocument24 pagesFailure Investigation of Super Heater Tubes of CoaMahsaNo ratings yet
- Analysis of Tube Failure in Water Tube BoilerDocument16 pagesAnalysis of Tube Failure in Water Tube BoilerHussseinmubarkNo ratings yet
- Co-Injection of Coal and Gas in Blast Furnaces Are There Hidden BenefitsDocument19 pagesCo-Injection of Coal and Gas in Blast Furnaces Are There Hidden Benefitsqun niuNo ratings yet
- First Fill Bed Material Calculation For Bed Plate W DDocument3 pagesFirst Fill Bed Material Calculation For Bed Plate W DRAJKUMARNo ratings yet
- BOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESDocument9 pagesBOILER EFFICIENCY IMPROVEMENT BY CONTROLLING DRY FLUE GAS HEAT LOSSESpriyajit sahooNo ratings yet
- Gravimetric Feeder For Pulvurised FuelDocument2 pagesGravimetric Feeder For Pulvurised FuelVijay KumarNo ratings yet
- Stack HT FGDDocument8 pagesStack HT FGDKiranNo ratings yet
- Ash Handling 0Document6 pagesAsh Handling 0蓉蓉No ratings yet
- Bhel Pipe Color Code-Aa10630 1Document7 pagesBhel Pipe Color Code-Aa10630 1Vamsikrishna LakamsaniNo ratings yet
- Training Materials For Boiler Equipment and Its OperationDocument146 pagesTraining Materials For Boiler Equipment and Its Operationravi chatti100% (1)
- Improve Evaporation Ratios in AFBC BoilersDocument129 pagesImprove Evaporation Ratios in AFBC Boilersparthi20065768No ratings yet
- SERIES 22.2: Heavy Duty Gear ReducersDocument2 pagesSERIES 22.2: Heavy Duty Gear ReducersAmir KhanNo ratings yet
- Bed MAterial ChemistryDocument9 pagesBed MAterial Chemistryyogeshmangal1317No ratings yet
- Bhatia Gummidipoondi WHRSG O&m Manual FinalDocument224 pagesBhatia Gummidipoondi WHRSG O&m Manual Finalt_syamprasadNo ratings yet
- Boiler fouling and slagging prevention with intelligent sootblowingDocument8 pagesBoiler fouling and slagging prevention with intelligent sootblowingSuganya LokeshNo ratings yet
- Once Through: Steam GeneratorsDocument21 pagesOnce Through: Steam GeneratorsrajrampallyNo ratings yet
- Syed Ammal Engineering College Power Plant Engineering Question BankDocument16 pagesSyed Ammal Engineering College Power Plant Engineering Question BankNizam MANo ratings yet
- CFBC Boiler Training ManualDocument4 pagesCFBC Boiler Training ManualGusti Prasetyo Rendy AnggaraNo ratings yet
- NTPC TandaDocument97 pagesNTPC Tandamaurya1234No ratings yet
- APCW TadipatriDocument25 pagesAPCW TadipatriChanna BasavaNo ratings yet
- Dome ValveDocument6 pagesDome Valvesaisssms9116No ratings yet
- AP Cement Works Captive Power Plant Performance ReportDocument29 pagesAP Cement Works Captive Power Plant Performance ReportSanjeev PmNo ratings yet
- Coal MillDocument6 pagesCoal MillAnonymous NxpnI6jCNo ratings yet
- Air Heater Maintenace/Trouble Shooting and RemediesDocument13 pagesAir Heater Maintenace/Trouble Shooting and Remediesjp mishraNo ratings yet
- Coal FeedDocument8 pagesCoal FeedaakashtrivediNo ratings yet
- Ash Handling SystemDocument24 pagesAsh Handling SystemAyan MajiNo ratings yet
- Request Letter: Sub:Requesting Experience Certificate For Applying BOE ExamDocument3 pagesRequest Letter: Sub:Requesting Experience Certificate For Applying BOE ExammaheshNo ratings yet
- Phosphate Hideout PDFDocument4 pagesPhosphate Hideout PDFAHMAD DZAKYNo ratings yet
- Failure of Superheater Tubes in a Power PlantDocument23 pagesFailure of Superheater Tubes in a Power PlantAnand VarmaNo ratings yet
- Presented By: Souvanik Chakravorty S Anil Kumar Tatithuri G SrikantDocument30 pagesPresented By: Souvanik Chakravorty S Anil Kumar Tatithuri G Srikants anil kumar tatithuriNo ratings yet
- Clean Air Flow TestDocument27 pagesClean Air Flow TestDebabrata TantubaiNo ratings yet
- Coal Feeder AccuracyDocument18 pagesCoal Feeder AccuracyTirado Melchor Angel Miguel100% (2)
- Boiler: Sabari Girish N Sr. Engineer (O)Document37 pagesBoiler: Sabari Girish N Sr. Engineer (O)Deepak SinghNo ratings yet
- Calculation of Thermal Power Plant Steam BoilerDocument13 pagesCalculation of Thermal Power Plant Steam BoilerNenad JerinicNo ratings yet
- l6ll2l20L8: Fifth 2018Document16 pagesl6ll2l20L8: Fifth 2018dileepNo ratings yet
- Combustion in Coal StockpilesDocument12 pagesCombustion in Coal StockpilesMuksin SalehNo ratings yet
- 1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational ProfileDocument87 pages1.1 Background of Project 1.2 Assignment & Objectives 1.3 Instruction To Reader 1.4 Limitation 1.5 Organisational Profilezerocool86100% (1)
- Renovation, Modernization and Life Extension of Power PlantsDocument24 pagesRenovation, Modernization and Life Extension of Power PlantskrcdewanewNo ratings yet
- CFB Boiler BrochureDocument2 pagesCFB Boiler BrochuremechguybalaNo ratings yet
- Turbine Part 5Document15 pagesTurbine Part 5Dilip YadavNo ratings yet
- Heat Rate of Thermal Power PlantDocument15 pagesHeat Rate of Thermal Power Plantsameer betal100% (1)
- 001-20160204 Boiler Efficiency PGT ProcedureDocument48 pages001-20160204 Boiler Efficiency PGT ProcedureK R Kumar RanjanNo ratings yet
- Online Mass Flow Prediction in CFB Boilers: (M.pechenizkiy, J.bakker) @tue - NLDocument14 pagesOnline Mass Flow Prediction in CFB Boilers: (M.pechenizkiy, J.bakker) @tue - NLtyaskartikaNo ratings yet
- Boiler 210mwDocument15 pagesBoiler 210mwishakNo ratings yet
- 27S-False CeilingDocument16 pages27S-False CeilingPramod SakriNo ratings yet
- Electrification Heat Pumps and Thermal Energy Storage - ASHRAE Journal - WEB - MacCrackenDocument7 pagesElectrification Heat Pumps and Thermal Energy Storage - ASHRAE Journal - WEB - MacCrackenwipiriNo ratings yet
- Unburned Carbon Loss in Fly Ash of CFB Boilers Burning HardDocument5 pagesUnburned Carbon Loss in Fly Ash of CFB Boilers Burning Hardabdellah faqdaniNo ratings yet
- LOI (Loss On Ignition)Document4 pagesLOI (Loss On Ignition)angdutta2No ratings yet
- Mechanism Analysis of Gas Solid Flownon-Uniformity Problem of 330 MW CFB BoilerDocument10 pagesMechanism Analysis of Gas Solid Flownon-Uniformity Problem of 330 MW CFB Boilerbaca88No ratings yet
- Batteries Costing 1008Document10 pagesBatteries Costing 1008AamirMalikNo ratings yet
- Pmbok 5 PMDocument2 pagesPmbok 5 PMtofy79No ratings yet
- PMP Memory SheetsDocument6 pagesPMP Memory SheetsAamirMalik100% (1)
- PMP Formulae & Tips Cheat SheetDocument5 pagesPMP Formulae & Tips Cheat Sheetbhaveshkumar78100% (8)
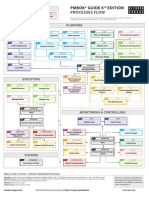
- Ricardo Vargas Simplified Pmbok Flow 6ed Color En-A3Document1 pageRicardo Vargas Simplified Pmbok Flow 6ed Color En-A3Hero Sa Mac100% (1)
- Pmbok 5 PMDocument2 pagesPmbok 5 PMtofy79No ratings yet
- Batteries Costing 1008Document10 pagesBatteries Costing 1008AamirMalikNo ratings yet
- Project Life Cycle Iterative and Adaptive - Ultimate GuideDocument14 pagesProject Life Cycle Iterative and Adaptive - Ultimate GuideAamirMalikNo ratings yet
- Ricardo Vargas Pmbok Flow 6ed Color En-A0Document1 pageRicardo Vargas Pmbok Flow 6ed Color En-A0murdi.santoso83% (6)
- Power Generation From CoalDocument114 pagesPower Generation From CoalOral KarahanNo ratings yet
- This Is Our Selection of The Best Free Practice Questions On The WebDocument1 pageThis Is Our Selection of The Best Free Practice Questions On The WebAamirMalikNo ratings yet
- Operation Aspects & Boiler EmergenciesDocument54 pagesOperation Aspects & Boiler EmergenciesPravivVivpraNo ratings yet
- Frank T. Anbari - Q & A's For The PMBOK Guide Third Edition - Project Management Institute (2005)Document205 pagesFrank T. Anbari - Q & A's For The PMBOK Guide Third Edition - Project Management Institute (2005)AamirMalikNo ratings yet
- Battery Sizing Calculation For Ups Application: Need Constant Power Discharge Characteristics UndersizedDocument2 pagesBattery Sizing Calculation For Ups Application: Need Constant Power Discharge Characteristics UndersizedAamirMalik100% (3)
- Cleanroom Design in 10 Easy StepsDocument8 pagesCleanroom Design in 10 Easy StepsAamirMalikNo ratings yet
- Merv Rating ChartDocument1 pageMerv Rating ChartAamirMalikNo ratings yet
- Cavitation Resistant Materials For Impellers c022-1 - MC Nally InstituteDocument2 pagesCavitation Resistant Materials For Impellers c022-1 - MC Nally InstituteAamirMalikNo ratings yet
- 175 PMP Sample QuestionsDocument107 pages175 PMP Sample QuestionsAmanda DickersonNo ratings yet
- Corn-Cob Vs Local CoalDocument1 pageCorn-Cob Vs Local CoalAamirMalikNo ratings yet
- Calculation ProgressDocument1 pageCalculation ProgressAamirMalikNo ratings yet
- Electric Inspector Form-BDocument11 pagesElectric Inspector Form-BAamirMalikNo ratings yet
- Biannual Maintenance of CFB BoilerDocument3 pagesBiannual Maintenance of CFB BoilerAamirMalikNo ratings yet
- Flow Diagram of Fly Ash Brick PlantDocument1 pageFlow Diagram of Fly Ash Brick PlantAamirMalikNo ratings yet
- Relay Coordination GuidelinesDocument16 pagesRelay Coordination GuidelinesNitesh Ostwal91% (11)
- Layout DrawingDocument1 pageLayout DrawingAamirMalikNo ratings yet
- On Line Flue Gas Monitoring SystemDocument2 pagesOn Line Flue Gas Monitoring SystemAamirMalikNo ratings yet
- FLY ASH The ReportDocument14 pagesFLY ASH The ReportPKS_20085% (13)
- Peter Brotherhood turbine inventory partsDocument4 pagesPeter Brotherhood turbine inventory partsAamirMalikNo ratings yet
- Biannual Maintenance of CFB BoilerDocument3 pagesBiannual Maintenance of CFB BoilerAamirMalikNo ratings yet
- Terminología Sobre Reducción de Riesgo de DesastresDocument43 pagesTerminología Sobre Reducción de Riesgo de DesastresJ. Mario VeraNo ratings yet
- JIS K 6250: Rubber - General Procedures For Preparing and Conditioning Test Pieces For Physical Test MethodsDocument43 pagesJIS K 6250: Rubber - General Procedures For Preparing and Conditioning Test Pieces For Physical Test Methodsbignose93gmail.com0% (1)
- 59 - 1006 - CTP-Final - 20200718 PDFDocument11 pages59 - 1006 - CTP-Final - 20200718 PDFshubh.icai0090No ratings yet
- 2023 Prospectus 2Document69 pages2023 Prospectus 2miclau1123No ratings yet
- Guardplc Certified Function Blocks - Basic Suite: Catalog Number 1753-CfbbasicDocument110 pagesGuardplc Certified Function Blocks - Basic Suite: Catalog Number 1753-CfbbasicTarun BharadwajNo ratings yet
- ECED Lab ReportDocument18 pagesECED Lab ReportAvni GuptaNo ratings yet
- CVP Solution (Quiz)Document9 pagesCVP Solution (Quiz)Angela Miles DizonNo ratings yet
- PB Engine Kappa EngDocument20 pagesPB Engine Kappa EngOscar AraqueNo ratings yet
- LNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating ManualDocument581 pagesLNGC Q-Flex Al Rekayyat - Imo 9397339 - Machinery Operating Manualseawolf50No ratings yet
- Best Homeopathic Doctor in SydneyDocument8 pagesBest Homeopathic Doctor in SydneyRC homeopathyNo ratings yet
- Book Two - 2da. EdiciónDocument216 pagesBook Two - 2da. EdiciónJhoselainys PachecoNo ratings yet
- IT support tips for non-tech colleaguesDocument7 pagesIT support tips for non-tech colleaguesLeo KrekNo ratings yet
- nrcs143 009445Document4 pagesnrcs143 009445mdsaleemullaNo ratings yet
- STS Chapter 5Document2 pagesSTS Chapter 5Cristine Laluna92% (38)
- Specialized Government BanksDocument5 pagesSpecialized Government BanksCarazelli AysonNo ratings yet
- Courier - Capstone WebApp - Round 3 ReportDocument23 pagesCourier - Capstone WebApp - Round 3 Reportmarmounette26No ratings yet
- Unit 13 AminesDocument3 pagesUnit 13 AminesArinath DeepaNo ratings yet
- 34 Annual Report 2019 20Document238 pages34 Annual Report 2019 20Rahul N PatelNo ratings yet
- Master StationDocument138 pagesMaster StationWilmer Quishpe AndradeNo ratings yet
- (Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetsDocument22 pages(Lesson 10-1) - Quality Assurance, Hemocytometry, Thoma PipetselleNo ratings yet
- Model Paper 1Document4 pagesModel Paper 1Benjamin RohitNo ratings yet
- Resona I9 Neuwa I9 FDADocument2 pagesResona I9 Neuwa I9 FDAMarcos CharmeloNo ratings yet
- Maximizing Revenue of IT Project DevelopmentDocument4 pagesMaximizing Revenue of IT Project DevelopmentJulius Mark CerrudoNo ratings yet
- 2014 March CaravanDocument48 pages2014 March CaravanbahiashrineNo ratings yet
- S0231689H02-B01-0001 Rev 02 Code 1 General Arrangement Drawing For 44 Kva Diesel Generator PDFDocument6 pagesS0231689H02-B01-0001 Rev 02 Code 1 General Arrangement Drawing For 44 Kva Diesel Generator PDFAnonymous AfjzJdnNo ratings yet
- cp2021 Inf03p02Document242 pagescp2021 Inf03p02bahbaguruNo ratings yet
- Amended ComplaintDocument38 pagesAmended ComplaintDeadspinNo ratings yet
- StrutsDocument7 pagesStrutsBatrisyialya RusliNo ratings yet
- Iqvia PDFDocument1 pageIqvia PDFSaksham DabasNo ratings yet
- Scenemaster3 ManualDocument79 pagesScenemaster3 ManualSeba Gomez LNo ratings yet