You might also like
- Instructivo para Trabajar Sobre El Libro en PlataformaDocument7 pagesInstructivo para Trabajar Sobre El Libro en PlataformaGonzalo TelleríaNo ratings yet
- Verif Epi Cordes Procedure Es PDFDocument4 pagesVerif Epi Cordes Procedure Es PDFGonzalo TelleríaNo ratings yet
- ANEXO Certificaciónes PEIACDocument2 pagesANEXO Certificaciónes PEIACGonzalo TelleríaNo ratings yet
- Peiac RP 0416 Mosquetones AutomaticosDocument1 pagePeiac RP 0416 Mosquetones AutomaticosGonzalo TelleríaNo ratings yet
- Modelo de Contrato de LocacionDocument6 pagesModelo de Contrato de LocacionNestor100% (2)
- Asap'SorberDocument5 pagesAsap'SorbermareNo ratings yet
- Manual Del Grupo ElectrógenoDocument20 pagesManual Del Grupo ElectrógenolareputisimamadreNo ratings yet
- Peiac RP 0115 LinternasDocument1 pagePeiac RP 0115 LinternasGonzalo TelleríaNo ratings yet
- Formato Trabajo Completo E-GLEA10Document2 pagesFormato Trabajo Completo E-GLEA10Gonzalo TelleríaNo ratings yet
- Peiac RP 0115 LinternasDocument1 pagePeiac RP 0115 LinternasGonzalo TelleríaNo ratings yet
- ACARA Guiaprecios2019completaDocument238 pagesACARA Guiaprecios2019completaGonzalo Tellería0% (1)
- ACARA Guiaprecios2019completaDocument238 pagesACARA Guiaprecios2019completaGonzalo Tellería0% (1)
- Peiac RP 0416 Mosquetones AutomaticosDocument1 pagePeiac RP 0416 Mosquetones AutomaticosGonzalo TelleríaNo ratings yet
- DDJJ Compre ArgentinoDocument4 pagesDDJJ Compre ArgentinoGonzalo TelleríaNo ratings yet
- Capitulo 2 CreeepDocument56 pagesCapitulo 2 Creeeporlando_negoNo ratings yet
- ACR Análisis Causa RaízDocument31 pagesACR Análisis Causa RaízKarol Jesus Lucero Venegas100% (1)
- Feminismo y Religión - Apuntes Sobre Católicas Por El Derecho A DecidirDocument1 pageFeminismo y Religión - Apuntes Sobre Católicas Por El Derecho A DecidirGonzalo TelleríaNo ratings yet
- If-P21-PR05 Procedimiento Análisis de Fallas Recurrentes de ActivosDocument8 pagesIf-P21-PR05 Procedimiento Análisis de Fallas Recurrentes de ActivosGonzalo TelleríaNo ratings yet
- ACR Análisis Causa RaízDocument31 pagesACR Análisis Causa RaízKarol Jesus Lucero Venegas100% (1)
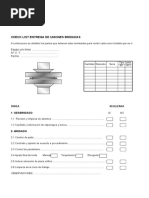
- ANEXO A Check List Uniones BridadasDocument13 pagesANEXO A Check List Uniones BridadasGonzalo TelleríaNo ratings yet
- Nota AnexosDocument1 pageNota AnexosGonzalo TelleríaNo ratings yet
- Listado de Informes Rodrigo SeptiembreDocument10 pagesListado de Informes Rodrigo SeptiembreGonzalo TelleríaNo ratings yet
- ANEXO A Check List Uniones BridadasDocument7 pagesANEXO A Check List Uniones BridadasGonzalo TelleríaNo ratings yet
- ANEXO A Check List Uniones BridadasDocument7 pagesANEXO A Check List Uniones BridadasGonzalo TelleríaNo ratings yet
- ColeccionablesDocument1 pageColeccionablesGonzalo TelleríaNo ratings yet
- RamTruck 2017 1500 2500 3500Document485 pagesRamTruck 2017 1500 2500 3500Gonzalo TelleríaNo ratings yet
- Ficha Tecnica EA - 3Document17 pagesFicha Tecnica EA - 3Gonzalo TelleríaNo ratings yet
- Valorm2Noviembre17Document38 pagesValorm2Noviembre17Gonzalo TelleríaNo ratings yet
- RamTruck 2017 1500 2500 3500Document485 pagesRamTruck 2017 1500 2500 3500Gonzalo TelleríaNo ratings yet
- Formatos para Centros PobladosDocument8 pagesFormatos para Centros PobladosMarino JulcaNo ratings yet
- Trabajo Tipos de TuberiasDocument21 pagesTrabajo Tipos de TuberiasSebastian Norato CruzNo ratings yet
- Ejercicios de EconomiaDocument38 pagesEjercicios de Economiamarcydios2015No ratings yet
- ESTRUCTURAS METÁLICAS I - SELECCIÓN DE PERFIL PARA COLUMNASDocument2 pagesESTRUCTURAS METÁLICAS I - SELECCIÓN DE PERFIL PARA COLUMNASJuan Pablo GMNo ratings yet
- La Importancia de La Topografía en Obra CivilDocument2 pagesLa Importancia de La Topografía en Obra CivilDamaris Lucero Quispe QuispeNo ratings yet
- Regional CSEC Overview - Latin America (Spanish)Document71 pagesRegional CSEC Overview - Latin America (Spanish)yoshira burgos navarroNo ratings yet
- Proyecto Anexion de Area Urbana y Asignacion de ZonificacionDocument15 pagesProyecto Anexion de Area Urbana y Asignacion de ZonificacionGuillermo Cabrerar RNo ratings yet
- Cap 4 PDFDocument42 pagesCap 4 PDFFrancisco Montoya SánchezNo ratings yet
- Annrheumdis 2020 January 79 1 123 Inline Supplementary Material 1Document47 pagesAnnrheumdis 2020 January 79 1 123 Inline Supplementary Material 1Владимир ВасићNo ratings yet
- Seminario II Compuestos de Intercalacion de GrafitoDocument36 pagesSeminario II Compuestos de Intercalacion de GrafitoCarlos Javier Franco VillarroelNo ratings yet
- 2 Gestión - de - Proyectos - Cos - (Administración - de - Proyectos - )Document1 page2 Gestión - de - Proyectos - Cos - (Administración - de - Proyectos - )Carlos Herrera MezaNo ratings yet
- PROYECTO FINAL.. Districhia S.A.SDocument279 pagesPROYECTO FINAL.. Districhia S.A.SJohana CantorNo ratings yet
- AMEF Análisis de Modo y Efecto de FallaDocument8 pagesAMEF Análisis de Modo y Efecto de FallaHeribertoNo ratings yet
- Analisis Modal EspectralDocument16 pagesAnalisis Modal EspectralAlex Santa Cruz VargasNo ratings yet
- TALLERnSUGERIDOnESTADOSnFINANCIEROS RespuestaDocument2 pagesTALLERnSUGERIDOnESTADOSnFINANCIEROS Respuestacristina ontiverosNo ratings yet
- Constitución Asambleas de DiosDocument98 pagesConstitución Asambleas de DiosEvidencias Cristianas100% (1)
- Contratos Civiles - Foro 2Document2 pagesContratos Civiles - Foro 2Style Sweet Water PrintNo ratings yet
- Reglamento General UFI 2018 PDFDocument47 pagesReglamento General UFI 2018 PDFFélix Llamosas84% (19)
- EPP Seguridad Riesgo EléctricoDocument29 pagesEPP Seguridad Riesgo EléctricoMaximiliano LunaNo ratings yet
- Practica Regulacion de VoltajeDocument11 pagesPractica Regulacion de VoltajeCarlossideregtsNo ratings yet
- Inferencia Estadística AD45Document6 pagesInferencia Estadística AD45lucixNo ratings yet
- 5 Zonas Arqueológicas de GuatemalaDocument3 pages5 Zonas Arqueológicas de GuatemalaDannys CuxNo ratings yet
- Manual DDJ-WeGO EsDocument21 pagesManual DDJ-WeGO EsAntonio moya fraile0% (1)
- Compras Responsables de Madera en Peru - Guia-para-organizaciones-publicas-y-privadas-FSC PDFDocument52 pagesCompras Responsables de Madera en Peru - Guia-para-organizaciones-publicas-y-privadas-FSC PDFeddyNo ratings yet
- Diagnóstico General, Hospital Pediátrico Baca Ortiz de Quito. Por Freus Cáceres y Karen PesseDocument48 pagesDiagnóstico General, Hospital Pediátrico Baca Ortiz de Quito. Por Freus Cáceres y Karen PesseProyectoPrometeo100% (2)
- ITLADocument6 pagesITLAcómo ióNo ratings yet
- 4Document5 pages4marielaNo ratings yet
- Actividad 15Document10 pagesActividad 15LauraRosas0% (1)
- Ensayo Reflexivo Sobre La Incidencia de La Gestión Educativa en La Calidad de Los AprendizajesDocument4 pagesEnsayo Reflexivo Sobre La Incidencia de La Gestión Educativa en La Calidad de Los AprendizajesFrailyn PerezNo ratings yet
- Taller CostosDocument5 pagesTaller CostosDaniel Ramirez TorresNo ratings yet