You might also like
- WWJArticle20 VTP Part1May03Document5 pagesWWJArticle20 VTP Part1May03Tarık DikbasanNo ratings yet
- 9 2 2020 Sheet Pile Installation Hammer Information DatabaseDocument21 pages9 2 2020 Sheet Pile Installation Hammer Information DatabaseDilhara WickramaarachchiNo ratings yet
- Rotary Positive Displacement PumpsDocument16 pagesRotary Positive Displacement Pumpsalexmuchmure2158No ratings yet
- Pile InstallationDocument18 pagesPile InstallationAmal AmranNo ratings yet
- 12 16 2021 Basic Principles of Hammers For Sheet Pile Installation Title ChangeDocument21 pages12 16 2021 Basic Principles of Hammers For Sheet Pile Installation Title ChangeDavid DuNo ratings yet
- May12 GSODocument4 pagesMay12 GSOLluís Vidales SerresNo ratings yet
- Beam Engine Mechanism Powered Circular Sawing Machine ReportDocument34 pagesBeam Engine Mechanism Powered Circular Sawing Machine ReportSanjay CrNo ratings yet
- Centrifugal Compressor GuidenceDocument4 pagesCentrifugal Compressor GuidenceChem.Engg100% (1)
- Pile HammerDocument3 pagesPile HammerAndika Siregar100% (1)
- Wind Energy: Presented By: SAHIT DEVGAN (307/20) SHIFALI SHARMA (308/20)Document20 pagesWind Energy: Presented By: SAHIT DEVGAN (307/20) SHIFALI SHARMA (308/20)sahitNo ratings yet
- The Structure of A Modern Wind Turbine - An OverviewDocument14 pagesThe Structure of A Modern Wind Turbine - An Overviewtayeb deNo ratings yet
- Rotary Hammer - WikipediaDocument12 pagesRotary Hammer - WikipediaAhmed MarghaniNo ratings yet
- MARKET SURVEY of Fly WheelDocument64 pagesMARKET SURVEY of Fly WheelPuttnala Prakash rajNo ratings yet
- Ball Mill OperatingDocument14 pagesBall Mill OperatingCao Ngoc AnhNo ratings yet
- ImpellerDocument10 pagesImpellerelchevere_5No ratings yet
- Blade Tip Speed Ratio: BladesDocument3 pagesBlade Tip Speed Ratio: BladesWäśü RāđNo ratings yet
- Pneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshFrom EverandPneumatic and Hydrautic Conveying of Both Fly Ash and Bottom AshNo ratings yet
- Jack HammerDocument18 pagesJack HammerAbhijit Zende100% (1)
- Traditional Soot Blowers - Steam Soot Blowers, Air Soot Blowers, Water Cannons Soot Blowers - LeonPulseDocument2 pagesTraditional Soot Blowers - Steam Soot Blowers, Air Soot Blowers, Water Cannons Soot Blowers - LeonPulseShivnandan SahuNo ratings yet
- Case Study Mechanics MachineDocument26 pagesCase Study Mechanics MachineAnonymous RrgTdMW4uNo ratings yet
- Drop Forging Implies A, Fast, High Energy Transfer of The Force To Forge The Work. in The DropDocument8 pagesDrop Forging Implies A, Fast, High Energy Transfer of The Force To Forge The Work. in The DropAnonymous Y0ru1RqC6No ratings yet
- On Floating and Flying WindmillDocument33 pagesOn Floating and Flying WindmillTANISHK JHARWAL100% (1)
- The Backacter: Transportation of Excavator Section Towards SlipwayDocument5 pagesThe Backacter: Transportation of Excavator Section Towards SlipwayAditi BazajNo ratings yet
- 2000 - Moor - Belt Vs Chain-Slat BagasseDocument5 pages2000 - Moor - Belt Vs Chain-Slat BagasseAlejandro AguirreNo ratings yet
- Sme 2512: Wind Turbine 1Document14 pagesSme 2512: Wind Turbine 1Ismail IbrahimNo ratings yet
- Winding Class Notes PDFDocument32 pagesWinding Class Notes PDFAkash ThuleNo ratings yet
- Taking Advantage of Single Pass DrillingDocument2 pagesTaking Advantage of Single Pass DrillingbasNo ratings yet
- Screw PumpsDocument4 pagesScrew PumpsElia MekdadNo ratings yet
- Fluid Systems LabDocument19 pagesFluid Systems LabHimanshuAgarwalNo ratings yet
- CHAPTER 2 PROPULSION SYSTEM - Marine Propellers and Propulsion - JOHN CARLTONDocument20 pagesCHAPTER 2 PROPULSION SYSTEM - Marine Propellers and Propulsion - JOHN CARLTONNur Salim100% (1)
- Rocker Arm-Final ReportDocument48 pagesRocker Arm-Final ReportKarthi Keyan0% (1)
- Water Turbines: TurbineDocument22 pagesWater Turbines: TurbineEr Eklovya SainiNo ratings yet
- 014chapter 13 Drum Hoists PDFDocument14 pages014chapter 13 Drum Hoists PDFWahyu Dwi AgustianNo ratings yet
- 3 Basic Concepts of Wind Energy ConvertersDocument14 pages3 Basic Concepts of Wind Energy ConvertersHmaedNo ratings yet
- Present Ac I OnesDocument56 pagesPresent Ac I OnessaharaNo ratings yet
- The World's First Vertical Roller Mill With Driven Rollers: Thomas SchmitzDocument5 pagesThe World's First Vertical Roller Mill With Driven Rollers: Thomas SchmitzFran JimenezNo ratings yet
- Book Marine Propellers and Propulsion (CARLTON)Document18 pagesBook Marine Propellers and Propulsion (CARLTON)Jhason ChristNo ratings yet
- 19mine HoistingDocument52 pages19mine Hoistingtridev kant tripathiNo ratings yet
- Improve Pumps Performance With Composite Wear ComponentsDocument0 pagesImprove Pumps Performance With Composite Wear ComponentsDelfinshNo ratings yet
- Car JackDocument69 pagesCar JackJai Chennimalai100% (3)
- 8.wind Power SystemDocument35 pages8.wind Power SystemERCAN ÖZERDENNo ratings yet
- Cop 4050 SeriesDocument12 pagesCop 4050 Serieskannonzk100% (4)
- Wind Turbine BladesDocument15 pagesWind Turbine BladesMudassir Hussain100% (1)
- The Drilling Rig ComponentsDocument30 pagesThe Drilling Rig ComponentsKhaled El AssaadNo ratings yet
- What's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsDocument4 pagesWhat's A Screw Pump? Understanding The Unique Characteristics and Operating Principles of 1, 2 and 3 Screw PumpsTapas ChaudhuriNo ratings yet
- Fabrication of Bladeless Wind Turbine-1Document10 pagesFabrication of Bladeless Wind Turbine-1SHAJAKHAN RNo ratings yet
- Dry Vacuum PumpsDocument10 pagesDry Vacuum PumpsWade ColemanNo ratings yet
- DrillingDocument16 pagesDrillingchrisofomaNo ratings yet
- 7 Cyclone Dust CollectorDocument22 pages7 Cyclone Dust Collectorritastoica100% (2)
- Chapter-1 Inroduction: 4 Way Hacksaw MachineDocument47 pagesChapter-1 Inroduction: 4 Way Hacksaw MachinekarthikNo ratings yet
- AYOCOL 2014 SamsulDocument29 pagesAYOCOL 2014 Samsulptbbs engineeringNo ratings yet
- Excavator: TerminologyDocument8 pagesExcavator: TerminologySenna KesavanNo ratings yet
- The Design of Axial Shaftless PumpDocument4 pagesThe Design of Axial Shaftless Pumpmouad jaidaneNo ratings yet
- ELG4126 Introductioto WindDocument38 pagesELG4126 Introductioto WindAnikesh DessaiNo ratings yet
- Welding Machine Project Report FinalDocument44 pagesWelding Machine Project Report FinalJAYAPRABHAKARAN N NNo ratings yet
- Chapter No Title Page - No: Table of ContentDocument31 pagesChapter No Title Page - No: Table of Contentyusuf ahamedNo ratings yet
- Energies: A Review On Bio-Based Catalysts (Immobilized Enzymes) Used For Biodiesel ProductionDocument19 pagesEnergies: A Review On Bio-Based Catalysts (Immobilized Enzymes) Used For Biodiesel ProductionIftiNo ratings yet
- Catalysts: The Immobilization of Lipases On Porous Support by Adsorption and Hydrophobic Interaction MethodDocument17 pagesCatalysts: The Immobilization of Lipases On Porous Support by Adsorption and Hydrophobic Interaction MethodIftiNo ratings yet
- Yasvanthrajan 2020Document26 pagesYasvanthrajan 2020IftiNo ratings yet
- Roomtemperature Spintransition Iron Compounds mOkJ PDFDocument23 pagesRoomtemperature Spintransition Iron Compounds mOkJ PDFIftiNo ratings yet
- Informasi Tautan Pengenalan Prodi Di Fakultas 19 - 8-2020 Siang RDocument1 pageInformasi Tautan Pengenalan Prodi Di Fakultas 19 - 8-2020 Siang RIftiNo ratings yet
- Armtech - Corrugated Steel Pipe PDFDocument24 pagesArmtech - Corrugated Steel Pipe PDFIftiNo ratings yet
- Durability of Culvert PipeDocument21 pagesDurability of Culvert PipeIftiNo ratings yet
- Load Test On PilesDocument4 pagesLoad Test On PilesIftiNo ratings yet
- Armtech - Corrugated Steel Pipe PDFDocument24 pagesArmtech - Corrugated Steel Pipe PDFIftiNo ratings yet
- Fluid Mech. 2Document32 pagesFluid Mech. 2Leslie Owusu MensahNo ratings yet
- 5.3.2 To Sketch Graphs of Trigonometric Functions (Part 2) - SPM Additional MathematicsDocument3 pages5.3.2 To Sketch Graphs of Trigonometric Functions (Part 2) - SPM Additional MathematicsLuke SuouNo ratings yet
- Strain STREMADocument6 pagesStrain STREMAChavin StormNo ratings yet
- The Power of Adventure in Your Hand: Product Catalog Volume 4 2019Document20 pagesThe Power of Adventure in Your Hand: Product Catalog Volume 4 2019Michael ShelbyNo ratings yet
- Multiple Choice Questions (The Answers Are Provided After The Last Question.)Document6 pagesMultiple Choice Questions (The Answers Are Provided After The Last Question.)VijendraNo ratings yet
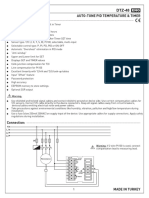
- Auto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3Document4 pagesAuto-Tune Pid Temperature & Timer General Specifications: N L1 L2 L3sharawany 20No ratings yet
- Processing of Synthetic Aperture Radar Images - H. Maitre (Wiley, 2008) WWDocument411 pagesProcessing of Synthetic Aperture Radar Images - H. Maitre (Wiley, 2008) WWbehzad100% (4)
- Introduction To DatabasesDocument33 pagesIntroduction To Databases米皮皮No ratings yet
- EXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH FormulasDocument29 pagesEXCEL - How To Write Perfect VLOOKUP and INDEX and MATCH Formulasgerrydimayuga100% (1)
- Aeon7200 Service Manual-V00.01-A4Document37 pagesAeon7200 Service Manual-V00.01-A4annaya kitaNo ratings yet
- RCC-DI-AC PipeDocument10 pagesRCC-DI-AC PipeNaveen NagisettiNo ratings yet
- Lexium 23 Plus - BCH0802O12A1CDocument4 pagesLexium 23 Plus - BCH0802O12A1Cagungch100% (1)
- Vensim User ManualDocument34 pagesVensim User ManualMahdan LondoNo ratings yet
- 3 Perform Industry CalculationsDocument90 pages3 Perform Industry CalculationsRobinson ConcordiaNo ratings yet
- Numbers (0, 1, 2, 3,... ) Are Defined To Be Natural Numbers, Including Zero, That Does Not ContainDocument9 pagesNumbers (0, 1, 2, 3,... ) Are Defined To Be Natural Numbers, Including Zero, That Does Not ContainRomela EspedidoNo ratings yet
- Me (3) - 2Document16 pagesMe (3) - 2aviralNo ratings yet
- Practical - Magnetic - Design (Fill Factor) PDFDocument20 pagesPractical - Magnetic - Design (Fill Factor) PDFAhtasham ChaudhryNo ratings yet
- 16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLDocument64 pages16 - Bit RISC Processor Design For Convolution Application Using Verilog HDLchandra sekhar100% (1)
- Pelod Vs Sofa Scoring in PediatricDocument6 pagesPelod Vs Sofa Scoring in PediatricAdrian KhomanNo ratings yet
- List of Knapsack Problems: 2 Multiple ConstraintsDocument3 pagesList of Knapsack Problems: 2 Multiple ConstraintssaiNo ratings yet
- 03 ModularizationDocument5 pages03 ModularizationsumnatarajNo ratings yet
- GTP For 1CX300sqmmDocument4 pagesGTP For 1CX300sqmmpriyanka236No ratings yet
- Refining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written ExamDocument16 pagesRefining Corrosion Technologist NACE-RCT-001: NACE Cathodic Protection Technician (CP 2) Written Examshoaib1985100% (1)
- HPC168 Passenger CounterDocument9 pagesHPC168 Passenger CounterRommel GómezNo ratings yet
- JVM InternalsDocument55 pagesJVM InternalsAmol ChikhalkarNo ratings yet
- SpiralDocument47 pagesSpiralEr. Vicky MakawanaNo ratings yet
- Calculation Eurocode 2Document4 pagesCalculation Eurocode 2rammirisNo ratings yet
- Fundamentals of Physics Sixth Edition: Halliday Resnick WalkerDocument4 pagesFundamentals of Physics Sixth Edition: Halliday Resnick WalkerAhmar KhanNo ratings yet
- 4$20 Triangles$20 ProofsDocument23 pages4$20 Triangles$20 ProofsBaskaran SeetharamanNo ratings yet
- Comparative Study of Steel Structure With and Without Floating Columns in EtabsDocument13 pagesComparative Study of Steel Structure With and Without Floating Columns in EtabsBehroz BehzadNo ratings yet