You might also like
- Stoker BoilerDocument13 pagesStoker BoilerMiftakhul UlumNo ratings yet
- Design of Thermostatic Expansion Valve PDFDocument4 pagesDesign of Thermostatic Expansion Valve PDFrickitek gaasoNo ratings yet
- Sel Guide 1-15Document17 pagesSel Guide 1-15Ezequiel FinleyNo ratings yet
- Vacuum Box Test ProcedureDocument6 pagesVacuum Box Test ProcedureSivaraman SelvarajNo ratings yet
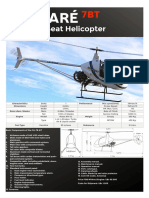
- CICARÉ 12 - Technical CaracteristicsDocument2 pagesCICARÉ 12 - Technical CaracteristicsEstevam Gomes de AzevedoNo ratings yet
- 7000 Flow Control ValvesDocument51 pages7000 Flow Control Valvesadyro12100% (1)
- 08 Ventilatorgrundlagen FantechnologyDocument37 pages08 Ventilatorgrundlagen FantechnologySsheshan PugazhendhiNo ratings yet
- Ebara Horizontal Multistage PumpDocument27 pagesEbara Horizontal Multistage PumpYohanes KrisNo ratings yet
- 4in Chain-Vey - ManualDocument29 pages4in Chain-Vey - ManualRonald Barcia100% (1)
- Air GapDocument1 pageAir Gapherobpo13373No ratings yet
- Aerodynamics 5Document10 pagesAerodynamics 5Mohammed AbdoNo ratings yet
- Axelson 6Document12 pagesAxelson 6Amit MakwanaNo ratings yet
- Spec BookDocument194 pagesSpec BookCataNo ratings yet
- DFC Install MaintDocument40 pagesDFC Install MaintAvinash Gamit100% (1)
- ADS Deep Seeker GroundhogDocument11 pagesADS Deep Seeker GroundhogJerNo ratings yet
- Radial Flow Gas TurbinesDocument20 pagesRadial Flow Gas TurbinesAnggita Dwi LiestyosiwiNo ratings yet
- Magic Roma User Manual1Document8 pagesMagic Roma User Manual1Sledge HammerNo ratings yet
- SAE Measurement j1287 - 199807Document7 pagesSAE Measurement j1287 - 199807Sport moteurNo ratings yet
- Climaxportable Lathe Pl3000-EDocument6 pagesClimaxportable Lathe Pl3000-EjpolancosNo ratings yet
- Asme, Ansi, Astm, Aga, Api, Awwa, BS, Iso, DinDocument3 pagesAsme, Ansi, Astm, Aga, Api, Awwa, BS, Iso, DinmustafaNo ratings yet
- Rampump17 130607092419 Phpapp01 PDFDocument50 pagesRampump17 130607092419 Phpapp01 PDFRaden GilićNo ratings yet
- Product Application Guide: Inlet Pressure CorrectionDocument2 pagesProduct Application Guide: Inlet Pressure CorrectionTino JuNo ratings yet
- BORSIG Valve PresentationDocument18 pagesBORSIG Valve PresentationMachineryengNo ratings yet
- Comparing and Evaluating Supercharger Impellers: Carl Fausett Member S.A.E. 928 Motorsports, LLCDocument12 pagesComparing and Evaluating Supercharger Impellers: Carl Fausett Member S.A.E. 928 Motorsports, LLCRodNo ratings yet
- Tabel Berat 1Document22 pagesTabel Berat 1Mamat SubekanNo ratings yet
- Variable Bleed PistonDocument3 pagesVariable Bleed PistonRajaSekarsajjaNo ratings yet
- Vertical Sleeve BearingsDocument6 pagesVertical Sleeve BearingsRakesh Nair A100% (1)
- Usa Mvss108Document259 pagesUsa Mvss108Gonca DedeNo ratings yet
- Dual Ignition PDFDocument3 pagesDual Ignition PDFSiddharth SharmaNo ratings yet
- Mitsubishi Air ConditionerDocument68 pagesMitsubishi Air ConditionerbrianatburleighNo ratings yet
- Thermal Energy Steam Sir Charles ParsonsDocument18 pagesThermal Energy Steam Sir Charles ParsonsgauravNo ratings yet
- Use of Dissipative SilencersDocument9 pagesUse of Dissipative SilencersmukeshkumarjNo ratings yet
- Field TestingDocument2 pagesField TestingGabriel MatuckNo ratings yet
- SAE J189-1998 Power Steering Return Hose - Low PressureDocument5 pagesSAE J189-1998 Power Steering Return Hose - Low Pressurekhhose100% (1)
- Overhauled Airbrone Pump DAP UserManual022608Document25 pagesOverhauled Airbrone Pump DAP UserManual022608Kamal Jit DhimanNo ratings yet
- Flight ControllerDocument27 pagesFlight Controllerprishu kotiyalNo ratings yet
- Earl Logan Jr. Handbook of Turbomachinery 2003-3Document3 pagesEarl Logan Jr. Handbook of Turbomachinery 2003-3irctcsbt6bimblikipil0% (1)
- Firmware Recovery - QNAPDocument30 pagesFirmware Recovery - QNAPShibu ThomasNo ratings yet
- Tiger Pro 46Document10 pagesTiger Pro 46Rodrigo TeodoroNo ratings yet
- Development and Operational Experience With Topless Wood Gasifier Running A 3.75 KW Diesel Engine PumpsetDocument10 pagesDevelopment and Operational Experience With Topless Wood Gasifier Running A 3.75 KW Diesel Engine PumpsetMag FhearadhaighNo ratings yet
- Steam Trap TesterDocument4 pagesSteam Trap TesterISMAEL RAMIREZNo ratings yet
- PGI2003 FastStartup&DesignForCyclingDocument20 pagesPGI2003 FastStartup&DesignForCyclingscarrion80100% (1)
- GearboxDocument6 pagesGearboxedhy_03No ratings yet
- TSK EngDocument7 pagesTSK EnguotefokNo ratings yet
- Assembly Analysis of Piston, Connecting Rod & CrankshaftDocument5 pagesAssembly Analysis of Piston, Connecting Rod & Crankshaftbis-2009100% (1)
- Boiler Feed Pump: Our Technology. Your SuccessDocument2 pagesBoiler Feed Pump: Our Technology. Your SuccessJesus SamaelNo ratings yet
- Thosiba TurbinesDocument16 pagesThosiba Turbinesilusee100% (1)
- Plasma Operations ManualDocument27 pagesPlasma Operations ManualMyk DeVroedeNo ratings yet
- Power Stream Couplings-Specn SheetsDocument6 pagesPower Stream Couplings-Specn SheetsAmol PatkiNo ratings yet
- Roots BlowerDocument36 pagesRoots BlowerSrijan PramanikNo ratings yet
- Nozzle Classification 97Document19 pagesNozzle Classification 97Rodriguez Arthurs75% (4)
- Format Final Report - Balancing ISODocument68 pagesFormat Final Report - Balancing ISOAdeImanudin100% (1)
- VD 07Document4 pagesVD 07Constantin294No ratings yet
- "About Mr. Slim Air Conditioners Training" For Pme Staff 21st September 2015Document165 pages"About Mr. Slim Air Conditioners Training" For Pme Staff 21st September 2015Tun Lin AungNo ratings yet
- Catalog FPJ Kinsburry PDFDocument10 pagesCatalog FPJ Kinsburry PDFkalam2k2No ratings yet
- 731 AaDocument101 pages731 AaasdasdNo ratings yet
- V Belt Drive Selection For Fans FE 1400Document6 pagesV Belt Drive Selection For Fans FE 1400Parag ThakkarNo ratings yet
- Fan Belt Drives ED1400Document6 pagesFan Belt Drives ED1400arielNo ratings yet
- Belt Spec Guide 1Document2 pagesBelt Spec Guide 1João FerreiraNo ratings yet
- Find Your Part Number: Conventional Wrapped V-Belts Wrapped Banded V-BeltsDocument2 pagesFind Your Part Number: Conventional Wrapped V-Belts Wrapped Banded V-Beltsmarcelo castilloNo ratings yet
- Surge Stall Instabilities in Fans FE 600 PDFDocument6 pagesSurge Stall Instabilities in Fans FE 600 PDFcyoserNo ratings yet
- FE 800 Integral AC Motor Selection and Application Guide For FansDocument8 pagesFE 800 Integral AC Motor Selection and Application Guide For FansAvery OppegardNo ratings yet
- Fan Array Systems Analysis White PaperDocument6 pagesFan Array Systems Analysis White PaperAvery OppegardNo ratings yet
- FE 100 Fan Performance Troubleshooting GuideDocument12 pagesFE 100 Fan Performance Troubleshooting GuideAvery Oppegard100% (1)
- Fan Bearing Maintenance Troubleshooting FE 1300Document6 pagesFan Bearing Maintenance Troubleshooting FE 1300kINGNo ratings yet
- AN Ngineering: Fan Installation, Operation & MaintenanceDocument8 pagesAN Ngineering: Fan Installation, Operation & MaintenanceAvery OppegardNo ratings yet
- Speed Control For Fractional Horsepower Motors FE 1000Document4 pagesSpeed Control For Fractional Horsepower Motors FE 1000Roel MoralezNo ratings yet
- FE 1200 Fan Bearing SelectionDocument4 pagesFE 1200 Fan Bearing SelectionAvery OppegardNo ratings yet
- FE 2100 Motor Standards For The Chemical Process IndustryDocument6 pagesFE 2100 Motor Standards For The Chemical Process IndustryAvery OppegardNo ratings yet
- FE 200 Fan Fan System VibrationDocument6 pagesFE 200 Fan Fan System VibrationAvery OppegardNo ratings yet
- FE 900 Field Testing of FansDocument6 pagesFE 900 Field Testing of FansAvery OppegardNo ratings yet
- FE 700 Sealing of Fan HousingsDocument8 pagesFE 700 Sealing of Fan HousingsAvery OppegardNo ratings yet
- FE 300 Fan Sound Sound RatingsDocument8 pagesFE 300 Fan Sound Sound RatingsAvery OppegardNo ratings yet
- FE 400 Protective Coating Guide For FansDocument8 pagesFE 400 Protective Coating Guide For FansAvery OppegardNo ratings yet
- Understanding Fan Curves FE 2000Document4 pagesUnderstanding Fan Curves FE 2000cyoserNo ratings yet
- FE 1100 Single Phase AC Induction Squirrel Cage MotorsDocument12 pagesFE 1100 Single Phase AC Induction Squirrel Cage MotorsAvery OppegardNo ratings yet
- FE 1700 Density Corrections For Moist Air Other GasesDocument4 pagesFE 1700 Density Corrections For Moist Air Other GasesAvery OppegardNo ratings yet
- FE 1900 Vibration Isolation of FansDocument4 pagesFE 1900 Vibration Isolation of FansAvery OppegardNo ratings yet
- FE 1600 Temperature Altitude Effects On FansDocument4 pagesFE 1600 Temperature Altitude Effects On FansAvery OppegardNo ratings yet
- FE 2500 Safety Agency ListingDocument6 pagesFE 2500 Safety Agency ListingAvery OppegardNo ratings yet
- FE 1800 Application Guide For Selecting AC Motors Capable of Overcoming Fan InertiaDocument8 pagesFE 1800 Application Guide For Selecting AC Motors Capable of Overcoming Fan InertiaAvery OppegardNo ratings yet
- FE 1500 Signs You Need Make Up Air Air Make Up Operating CostsDocument4 pagesFE 1500 Signs You Need Make Up Air Air Make Up Operating CostsAvery OppegardNo ratings yet
- FE-2400 Fan-Performance-Characteristics-of-Centrifugal-Fans PDFDocument4 pagesFE-2400 Fan-Performance-Characteristics-of-Centrifugal-Fans PDFAvery OppegardNo ratings yet
- FE 2300 Fan Performance Characteristics of Axial FansDocument4 pagesFE 2300 Fan Performance Characteristics of Axial FansAvery OppegardNo ratings yet
- FE 2700 Direct Drive Fan SelectionsDocument4 pagesFE 2700 Direct Drive Fan SelectionsAvery OppegardNo ratings yet
- FE 2800 Axial Fan ConnectionsDocument4 pagesFE 2800 Axial Fan ConnectionsAvery OppegardNo ratings yet
- FE 2600 Fan Damper SelectionDocument4 pagesFE 2600 Fan Damper SelectionAvery OppegardNo ratings yet
- FE 2200 Spark Resistant Fan ConstructionDocument2 pagesFE 2200 Spark Resistant Fan ConstructionAvery OppegardNo ratings yet
- FE 3700 Improvements in Fan Performance Rating Methods For Air SoundDocument4 pagesFE 3700 Improvements in Fan Performance Rating Methods For Air SoundAvery OppegardNo ratings yet
- Australian Car Mechanic - June 2016Document76 pagesAustralian Car Mechanic - June 2016Mohammad Faraz AkhterNo ratings yet
- Patient Care Malaysia 2014 BrochureDocument8 pagesPatient Care Malaysia 2014 Brochureamilyn307No ratings yet
- ELEN 325 Lab 1 PrelabDocument8 pagesELEN 325 Lab 1 PrelabAndrew ZellerNo ratings yet
- Document 3Document6 pagesDocument 3Nurjaman SyahidanNo ratings yet
- BA5411 ProjectGuidelines - 2020 PDFDocument46 pagesBA5411 ProjectGuidelines - 2020 PDFMonisha ReddyNo ratings yet
- The Mechanism of Notifying and Record Keeping Three Forms Are Used For Notifying and Record KeepingDocument6 pagesThe Mechanism of Notifying and Record Keeping Three Forms Are Used For Notifying and Record KeepingRoger FernandezNo ratings yet
- BNBC 2017 Volume 1 DraftDocument378 pagesBNBC 2017 Volume 1 Draftsiddharth gautamNo ratings yet
- Cable 3/4 Sleeve Sweater: by Lisa RichardsonDocument3 pagesCable 3/4 Sleeve Sweater: by Lisa RichardsonAlejandra Martínez MartínezNo ratings yet
- Among Us Hack Mod Menu Mod AlwaysDocument4 pagesAmong Us Hack Mod Menu Mod AlwaysC JNo ratings yet
- Managing Apps in Windows 10Document29 pagesManaging Apps in Windows 10CourageMarumeNo ratings yet
- Equity ValuationDocument2,424 pagesEquity ValuationMuteeb Raina0% (1)
- Hippa and ISO MappingDocument13 pagesHippa and ISO Mappingnidelel214No ratings yet
- EconiQ High Voltage Roadmap 1629274842Document1 pageEconiQ High Voltage Roadmap 1629274842Daniel CaceresNo ratings yet
- LSM - Neutral Axis Depth CalculationDocument2 pagesLSM - Neutral Axis Depth CalculationHimal KafleNo ratings yet
- Internet Intranet ExtranetDocument28 pagesInternet Intranet ExtranetAmeya Patil100% (1)
- Government DaoDocument7 pagesGovernment DaoGevorg A. GalstyanNo ratings yet
- Nyush Ds Cs Capstone Outline TemplateDocument2 pagesNyush Ds Cs Capstone Outline TemplateFresh Prince Of NigeriaNo ratings yet
- Dump Truck TBTDocument1 pageDump Truck TBTLiaquat MuhammadNo ratings yet
- Geometric Driver Components Serial Copy: Topsolid'WoodDocument22 pagesGeometric Driver Components Serial Copy: Topsolid'Wooddrine100% (1)
- DM2 0n-1abDocument6 pagesDM2 0n-1abyus11No ratings yet
- The Soyuzist JournalDocument15 pagesThe Soyuzist Journalcatatonical thingsNo ratings yet
- List of TCP and UDP Port NumbersDocument44 pagesList of TCP and UDP Port NumbersElvis JavierNo ratings yet
- FairyDocument1 pageFairyprojekti.jasminNo ratings yet
- Assignment3 (Clarito, Glezeri BSIT-3A)Document9 pagesAssignment3 (Clarito, Glezeri BSIT-3A)Jermyn G EvangelistaNo ratings yet
- Dilip - SFDC CPQ Architect14 GCDocument5 pagesDilip - SFDC CPQ Architect14 GCmariareddy17100% (1)
- PlayAGS, Inc.Document309 pagesPlayAGS, Inc.vicr100No ratings yet
- Questionnaire Exercise: Deals Desk Analyst Please Answer Below Questions and Email Your Responses Before First Technical Round of InterviewDocument2 pagesQuestionnaire Exercise: Deals Desk Analyst Please Answer Below Questions and Email Your Responses Before First Technical Round of InterviewAbhinav SahaniNo ratings yet
- Case Study: Meera P NairDocument9 pagesCase Study: Meera P Nairnanditha menonNo ratings yet
- Universal Beams PDFDocument2 pagesUniversal Beams PDFArjun S SanakanNo ratings yet
- Faculty Performance Appraisal Report (Draft1)Document3 pagesFaculty Performance Appraisal Report (Draft1)mina dote100% (1)