You might also like
- Eugenics in The United StatesDocument14 pagesEugenics in The United StatesSnark Jacobs100% (1)
- List of Components of Oil Drilling Rigs PDFDocument7 pagesList of Components of Oil Drilling Rigs PDFAdelina96No ratings yet
- Dialectical Behavior Therapy With Adolescents - Settings, Treatments, and DiagnosesDocument254 pagesDialectical Behavior Therapy With Adolescents - Settings, Treatments, and DiagnosesAlguém100% (2)
- Glulam Wood BeamsDocument37 pagesGlulam Wood Beamsu16sr6No ratings yet
- Port Works Design Manual Part 2 PDFDocument124 pagesPort Works Design Manual Part 2 PDFhessian123No ratings yet
- Eng & FLS Standards Rev.1 (Dec. 2018)Document72 pagesEng & FLS Standards Rev.1 (Dec. 2018)Nalan BAHCEKAPILINo ratings yet
- Chap-20 - Locomotion & MovementDocument52 pagesChap-20 - Locomotion & MovementMittal SavaniNo ratings yet
- DegummingDocument3 pagesDegummingKhairi Maulida Azhari100% (1)
- Discover the flavors of Southwestern Luzon and Bicol RegionDocument5 pagesDiscover the flavors of Southwestern Luzon and Bicol RegionGraceCayabyabNiduazaNo ratings yet
- What It Is and The Six Steps Necessary To Achieve ItDocument40 pagesWhat It Is and The Six Steps Necessary To Achieve ItMalory RobayoNo ratings yet
- Caregiving Learning Activity SheetDocument7 pagesCaregiving Learning Activity SheetJuvy Lyn Conda100% (5)
- Effect of Degumming Process On Physicochemical Properties of Sunflower Oil-Lamas y Col 2016Document6 pagesEffect of Degumming Process On Physicochemical Properties of Sunflower Oil-Lamas y Col 2016eugeniaNo ratings yet
- PLA1 Rice Bran Oil 2008 CA 12-55 - 副本Document7 pagesPLA1 Rice Bran Oil 2008 CA 12-55 - 副本SHIJI YINNo ratings yet
- Enhancing The Hydrolysis of Africa Pear Seed OilDocument5 pagesEnhancing The Hydrolysis of Africa Pear Seed OilIjsrmt digital libraryNo ratings yet
- A Single Step Non-Catalytic Esterification of Palm Fatty Acid Distillate (PFAD) ForDocument8 pagesA Single Step Non-Catalytic Esterification of Palm Fatty Acid Distillate (PFAD) ForNestor Armando Marin SolanoNo ratings yet
- E Karanja PDFDocument44 pagesE Karanja PDFsureshNo ratings yet
- 10.1007@s12649 019 00889 2Document11 pages10.1007@s12649 019 00889 2Jelian GraceNo ratings yet
- Candida Antarctica As A Novel Catalyst: Full Length ArticleDocument8 pagesCandida Antarctica As A Novel Catalyst: Full Length ArticleFikka RuhaiyaNo ratings yet
- Esterification of Free Fatty Acid in Crude Palm OiDocument7 pagesEsterification of Free Fatty Acid in Crude Palm OiJessica FengkaiNo ratings yet
- Applied Energy: Fengxian Qiu, Yihuai Li, Dongya Yang, Xiaohua Li, Ping SunDocument6 pagesApplied Energy: Fengxian Qiu, Yihuai Li, Dongya Yang, Xiaohua Li, Ping Sunsureshm_raj5434No ratings yet
- Rattana Phra 2012Document9 pagesRattana Phra 2012Shurooq TaibNo ratings yet
- Molecular Distillation For Recovering Tocopherol and Fatty Acid Methyl Esters From Rapeseed Oil Deodoriser DistillateDocument9 pagesMolecular Distillation For Recovering Tocopherol and Fatty Acid Methyl Esters From Rapeseed Oil Deodoriser DistillateSrđan TufegdžićNo ratings yet
- Epoxidation of FameDocument4 pagesEpoxidation of FameAhmad SyahmiNo ratings yet
- Chemical Papers 66139462012Document9 pagesChemical Papers 66139462012Hugo CardosoNo ratings yet
- Ultrasound-Assisted Synthesis of Biodiesel From Palm Fatty Acid DistillateDocument5 pagesUltrasound-Assisted Synthesis of Biodiesel From Palm Fatty Acid Distillatedstar13No ratings yet
- Evaluation of Solvent System For The Enzymatic Synthesis of Ethanol-Based Biodiesel From Sludge Palm Oil (SPO)Document7 pagesEvaluation of Solvent System For The Enzymatic Synthesis of Ethanol-Based Biodiesel From Sludge Palm Oil (SPO)Sirisha NNo ratings yet
- Removing FFA from Palm Oil Using OSNDocument4 pagesRemoving FFA from Palm Oil Using OSNDyan DargustinNo ratings yet
- 7 Metal Hydrated-Salts As Efficient and Reusable Catalysts For Pretreating Waste Cooking Oils and Animal Fats For An Effective ProductionDocument8 pages7 Metal Hydrated-Salts As Efficient and Reusable Catalysts For Pretreating Waste Cooking Oils and Animal Fats For An Effective ProductionSergio CaicedoNo ratings yet
- Cafei2012-170 Turbidity and Suspended Solid Reduction From Palm Oil Mill Effluent Using Coconut Shell CharcoalDocument8 pagesCafei2012-170 Turbidity and Suspended Solid Reduction From Palm Oil Mill Effluent Using Coconut Shell CharcoalPriÑcé ȜßōðđyNo ratings yet
- Processing: Abstracts May 5-8, 2019Document22 pagesProcessing: Abstracts May 5-8, 2019Adufe RufaiNo ratings yet
- Effects of Neutralization and Bleaching Process On Fatty Acid and Triglyceride Compositions of Pomace-Olive OilDocument15 pagesEffects of Neutralization and Bleaching Process On Fatty Acid and Triglyceride Compositions of Pomace-Olive OilAhmed KhaledNo ratings yet
- Biomass and Bioenergy: Z.N. Akhlisah, R. Yunus, Z.Z. Abidin, B.Y. Lim, D. KaniaDocument20 pagesBiomass and Bioenergy: Z.N. Akhlisah, R. Yunus, Z.Z. Abidin, B.Y. Lim, D. KaniaPutri sinagaNo ratings yet
- Referensi LIMBAH BIODIESELDocument5 pagesReferensi LIMBAH BIODIESELririn677No ratings yet
- Geothermal Sludge Catalyst BiodieselDocument3 pagesGeothermal Sludge Catalyst BiodieselReza Hendy DjoerkaeffNo ratings yet
- Producing Biodiesel from Avocado SeedsDocument6 pagesProducing Biodiesel from Avocado SeedsAdilla PratiwiNo ratings yet
- SSRN Id3997509Document36 pagesSSRN Id3997509Sanjay singhNo ratings yet
- Desalination: Wenyu Zhang, Hongzhi Ma, Qunhui Wang, Fangni Zhao, Zeyi XiaoDocument6 pagesDesalination: Wenyu Zhang, Hongzhi Ma, Qunhui Wang, Fangni Zhao, Zeyi XiaoDaniela Zapata AlarcónNo ratings yet
- Enzymatic Removal of Phenol From Produced Water and The Effect of Petroleum Oil ContentDocument12 pagesEnzymatic Removal of Phenol From Produced Water and The Effect of Petroleum Oil ContentanjarNo ratings yet
- Reduction of Peroxide Value in Used Palm Cooking Oil Using Bagasse AdsorbentDocument7 pagesReduction of Peroxide Value in Used Palm Cooking Oil Using Bagasse AdsorbentDeneshVijayNo ratings yet
- Two Step Esterification and Catalyst ReciclingDocument8 pagesTwo Step Esterification and Catalyst ReciclingHugo CardosoNo ratings yet
- Techno-Economics of Coconut Coir Bioadsorbent Utilization On Free Fatty Acid Level Reduction in Crude Palm OilDocument9 pagesTechno-Economics of Coconut Coir Bioadsorbent Utilization On Free Fatty Acid Level Reduction in Crude Palm OilZackkNo ratings yet
- Article Jfpe - CompressedDocument9 pagesArticle Jfpe - CompressedMehdi LouaerNo ratings yet
- Analysis PF Bio Diesel ProductionDocument8 pagesAnalysis PF Bio Diesel ProductionJATIN DALMIANo ratings yet
- CHEMICAL PROCESS INVOLVED IN THE CONVERSION OF VEGETABLE PLANT SEED OIL INTO BIODIESEL - A REVIEW Ijariie12405Document4 pagesCHEMICAL PROCESS INVOLVED IN THE CONVERSION OF VEGETABLE PLANT SEED OIL INTO BIODIESEL - A REVIEW Ijariie12405DineshNo ratings yet
- Molecules 26 06782 v2Document14 pagesMolecules 26 06782 v2alvarin0318No ratings yet
- Biodiesel Fuel Production by Methanolysis of Fish Oil Derived From The Discarded Parts of Marine FishDocument6 pagesBiodiesel Fuel Production by Methanolysis of Fish Oil Derived From The Discarded Parts of Marine FishAswin Lorenzo GultomNo ratings yet
- 1 s2.0 S0961953421002671 MainDocument8 pages1 s2.0 S0961953421002671 MainAri Fernando PanjaitanNo ratings yet
- Alzuhair2007 PDFDocument10 pagesAlzuhair2007 PDFhcca20No ratings yet
- Treatability and Kinetics Studies of Mes PDFDocument8 pagesTreatability and Kinetics Studies of Mes PDFwilfredo suarez torresNo ratings yet
- Production of Biodiesel from Avocado Seed OilDocument6 pagesProduction of Biodiesel from Avocado Seed OilKhairi Maulida AzhariNo ratings yet
- Setyaningsih 2018 IOP Conf. Ser. Earth Environ. Sci. 209 012007Document9 pagesSetyaningsih 2018 IOP Conf. Ser. Earth Environ. Sci. 209 012007Shandyka YudhaNo ratings yet
- Sys APEDocument187 pagesSys APEtranngocphung583No ratings yet
- Reduction of Free Fatty Acids in Crude Jatropha Curcas Oil Via An Esterification ProcessDocument7 pagesReduction of Free Fatty Acids in Crude Jatropha Curcas Oil Via An Esterification Processu085264No ratings yet
- Biolubricant synthesis from waste cooking oilDocument6 pagesBiolubricant synthesis from waste cooking oilLeonardo IndraNo ratings yet
- Saponif Surf Resp5 (1)Document9 pagesSaponif Surf Resp5 (1)yaquelin.rivera1No ratings yet
- Chemical Papers 66139462012Document9 pagesChemical Papers 66139462012AJ ManurungNo ratings yet
- Journal of Environmental Chemical Engineering: SciencedirectDocument16 pagesJournal of Environmental Chemical Engineering: SciencedirectradNo ratings yet
- Energy Conversion and Management: Hu Pan, Hu Li, Heng Zhang, Anping Wang, Duo Jin, Song YangDocument11 pagesEnergy Conversion and Management: Hu Pan, Hu Li, Heng Zhang, Anping Wang, Duo Jin, Song YangjohnkirubaNo ratings yet
- De GummingDocument14 pagesDe Gummingnasaruddin ritongaNo ratings yet
- Jokwanu WoDocument10 pagesJokwanu WoTsunami IntelligenceNo ratings yet
- Extractive Oxidative Desulfurization of Model Oil/crude Oil Using KSF Montmorillonite-Supported 12-Tungstophosphoric AcidDocument10 pagesExtractive Oxidative Desulfurization of Model Oil/crude Oil Using KSF Montmorillonite-Supported 12-Tungstophosphoric AcidTsunami IntelligenceNo ratings yet
- Fast GC-FID Method For Monitoring Acidic and BasicDocument5 pagesFast GC-FID Method For Monitoring Acidic and BasicMuhammad Zaki ArraziNo ratings yet
- Group 4 ManuscriptDocument547 pagesGroup 4 ManuscriptaibbycatalanNo ratings yet
- (18994741 - Polish Journal of Chemical Technology) Simulation and Sensitivity Analysis For Biodiesel Production in A Reactive Distillation Column PDFDocument7 pages(18994741 - Polish Journal of Chemical Technology) Simulation and Sensitivity Analysis For Biodiesel Production in A Reactive Distillation Column PDFJason MaloneNo ratings yet
- Article: Cr/Al Oxide As Solid Acid Catalyst To Afford Babassu BiodiselDocument11 pagesArticle: Cr/Al Oxide As Solid Acid Catalyst To Afford Babassu BiodiselLiz PonceNo ratings yet
- Balasubramanian 2013Document8 pagesBalasubramanian 2013asadNo ratings yet
- Esterification of High Free Fatty Acid Crude Palm Kernel Oil As Feedstock For Base-Catalyzed Transesterification ReactionDocument5 pagesEsterification of High Free Fatty Acid Crude Palm Kernel Oil As Feedstock For Base-Catalyzed Transesterification ReactionInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Heavy Oil Recovery: Environmental Implications and Mitigation Measures Heavy Oil Recovery: Environmental Implications and Mitigation MeasuresDocument6 pagesHeavy Oil Recovery: Environmental Implications and Mitigation Measures Heavy Oil Recovery: Environmental Implications and Mitigation MeasuresdanoskiNo ratings yet
- Functional ClassDocument2 pagesFunctional ClassAdelina96No ratings yet
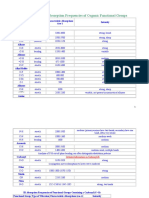
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- TranscribeMe Transcription Career Exam Style GuideDocument3 pagesTranscribeMe Transcription Career Exam Style Guidedoppler_No ratings yet
- Spectre 20200220200702 PDFDocument3 pagesSpectre 20200220200702 PDFAdelina96No ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- IR Pe Clase de CompDocument26 pagesIR Pe Clase de CompAdelina96No ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- CinematicaDocument4 pagesCinematicaAdelina96No ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- Characteristic IR Absorption FrequenciesDocument3 pagesCharacteristic IR Absorption FrequenciesAdelina96No ratings yet
- Functional ClassDocument2 pagesFunctional ClassAdelina96No ratings yet
- Functional ClassDocument2 pagesFunctional ClassAdelina96No ratings yet
- Understanding Oils Fats Processing Aspects Practice KimJongGil POTS Korea 2015 P1 PDFDocument70 pagesUnderstanding Oils Fats Processing Aspects Practice KimJongGil POTS Korea 2015 P1 PDFMemey LaNo ratings yet
- Characteristic IR Absorption Frequencies of Organic Functional GroupsDocument3 pagesCharacteristic IR Absorption Frequencies of Organic Functional GroupsAdelina96No ratings yet
- Copy 2007+english - Vegetable+Oil+Processing - RetiredDocument14 pagesCopy 2007+english - Vegetable+Oil+Processing - RetiredAdelina96No ratings yet
- Refining of Edible Oils - A Critical Appraisal of Current and Potential TechnologiesDocument12 pagesRefining of Edible Oils - A Critical Appraisal of Current and Potential TechnologiesHugo WizenbergNo ratings yet
- Degumming and Neutralization Solutions PDFDocument20 pagesDegumming and Neutralization Solutions PDFMoonsoul ChildNo ratings yet
- Infra MerahDocument22 pagesInfra MerahFauziah UtamiNo ratings yet
- 6090bb51-d8a8-49df-a24e-f9fb4ee34e68Document14 pages6090bb51-d8a8-49df-a24e-f9fb4ee34e68Adelina96No ratings yet
- 12 - Pirna I.Document9 pages12 - Pirna I.itziimitziiNo ratings yet
- Utilization of Modified CFBC Desulfurization Ash in CementDocument7 pagesUtilization of Modified CFBC Desulfurization Ash in CementAdelina96No ratings yet
- Review of Biochar For The Management of Contaminated Soil Preparation, PDFDocument18 pagesReview of Biochar For The Management of Contaminated Soil Preparation, PDFAdelina96No ratings yet
- The Use of Oil-Contaminated Crushed Stone Screenings inDocument6 pagesThe Use of Oil-Contaminated Crushed Stone Screenings inAdelina96No ratings yet
- Egyptian Journal of Petroleum: Hussein I. Abdel-Shafy, Mona S.M. MansourDocument16 pagesEgyptian Journal of Petroleum: Hussein I. Abdel-Shafy, Mona S.M. MansourfranklinNo ratings yet
- Soil and Land Management in A Circular Economy PDFDocument6 pagesSoil and Land Management in A Circular Economy PDFAdelina96No ratings yet
- F 204 (AutoRecovered)Document27 pagesF 204 (AutoRecovered)safiqulislam100% (1)
- Laccase Mediator Pretreatment of Wheat StrawDocument15 pagesLaccase Mediator Pretreatment of Wheat StrawMeyerling RandfordNo ratings yet
- Osteo Book Final 2014Document51 pagesOsteo Book Final 2014hyanandNo ratings yet
- Writing About Emotional Experiences As A Therapeutic Process PDFDocument6 pagesWriting About Emotional Experiences As A Therapeutic Process PDFOscarNo ratings yet
- SIDCSDocument8 pagesSIDCSsakshi suranaNo ratings yet
- Asbestos exposure bulletinDocument2 pagesAsbestos exposure bulletintimNo ratings yet
- Portfolio FOR ANADocument6 pagesPortfolio FOR ANAholdap toNo ratings yet
- Interest RatesDocument207 pagesInterest RatesBenjamin RogersNo ratings yet
- 6th Class EM All LessonsDocument33 pages6th Class EM All LessonsSathish PurushothamNo ratings yet
- Carbohidratos - Determinación - Use of The Alditol Acetate Derivatisation For The Analysis of Reducing Sugars in Potato TubersDocument5 pagesCarbohidratos - Determinación - Use of The Alditol Acetate Derivatisation For The Analysis of Reducing Sugars in Potato TubersHernán AstudilloNo ratings yet
- Tracking SARDO StudentsDocument2 pagesTracking SARDO StudentsLean ABNo ratings yet
- Makalah ThoughtDocument5 pagesMakalah Thoughtifa safiraNo ratings yet
- ASP Quarterly Report FormsDocument16 pagesASP Quarterly Report FormsMaria Rosario GeronimoNo ratings yet
- Bill 192: An Act To Ensure Student Health and Safety in The Classroom by Regulating Ambient Air Quality in SchoolsDocument8 pagesBill 192: An Act To Ensure Student Health and Safety in The Classroom by Regulating Ambient Air Quality in SchoolsCtv MontrealNo ratings yet
- Chemical Process Safety Toxicology Dose Response Data AnalysisDocument8 pagesChemical Process Safety Toxicology Dose Response Data AnalysisMuhammad Noor WaliNo ratings yet
- Moot CourtDocument7 pagesMoot CourtsushmaNo ratings yet
- Prac - 2Document3 pagesPrac - 2nv471646No ratings yet
- Sodium Chloride MSDSDocument5 pagesSodium Chloride MSDSIbaharmovic LpuNo ratings yet
- Lit Crit TextDocument8 pagesLit Crit TextFhe CidroNo ratings yet
- Kluge 2004 MetabolaDocument42 pagesKluge 2004 MetabolaBlah BlahNo ratings yet
- Nabertherm RHTH Tube Furnace SOPDocument4 pagesNabertherm RHTH Tube Furnace SOPIyere PatrickNo ratings yet