You might also like
- Informe Majes Sihuas Ultimo Mayo Del 2019Document18 pagesInforme Majes Sihuas Ultimo Mayo Del 2019Carlos VegaNo ratings yet
- Causas, síntomas y prevención de la enfermedad del dengueDocument8 pagesCausas, síntomas y prevención de la enfermedad del dengueSara Fernandez VeramendiNo ratings yet
- PRACTICA 6 Electricidad IndustrialDocument49 pagesPRACTICA 6 Electricidad IndustrialDaniel MPNo ratings yet
- Pruebas de Formacion DSTDocument22 pagesPruebas de Formacion DSTismaelvvc100% (1)
- Resumen de Principios de La Filosofía de Adolfo CarpioDocument4 pagesResumen de Principios de La Filosofía de Adolfo CarpioJosé Ignacio Acuña Quelas67% (6)
- ParkourDocument8 pagesParkourACTIVAT-EFNo ratings yet
- Principio de SuperposicionDocument15 pagesPrincipio de SuperposicionXimena Pajuelo Sacramento100% (1)
- Geografia 6 Viernes 22 de Octubre Del 2021Document3 pagesGeografia 6 Viernes 22 de Octubre Del 2021Alonso Jose Quispilaya RodasNo ratings yet
- 1rop Clase (1) 22-10Document2 pages1rop Clase (1) 22-10Alonso Jose Quispilaya RodasNo ratings yet
- Semana 29 Sesion 4Document1 pageSemana 29 Sesion 4Alonso Jose Quispilaya RodasNo ratings yet
- Ficha de Personal Social 22-09Document1 pageFicha de Personal Social 22-09Alonso Jose Quispilaya RodasNo ratings yet
- La Lirica en España. 22. 09. 21Document9 pagesLa Lirica en España. 22. 09. 21Alonso Jose Quispilaya RodasNo ratings yet
- Palabras agudas en poema de 13 palabrasDocument2 pagesPalabras agudas en poema de 13 palabrasAlonso Jose Quispilaya RodasNo ratings yet
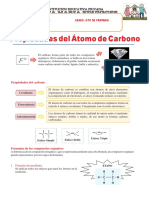
- Propiedades Del Átomo de Carbono para Sexto de PrimariaDocument2 pagesPropiedades Del Átomo de Carbono para Sexto de PrimariaAlonso Jose Quispilaya Rodas100% (2)
- PERCENTIL ORTOGRAFICO N 37 y 38Document1 pagePERCENTIL ORTOGRAFICO N 37 y 38Alonso Jose Quispilaya RodasNo ratings yet
- Examen Mensual - NoviembreDocument2 pagesExamen Mensual - NoviembreAlonso Jose Quispilaya RodasNo ratings yet
- Personal Social Ficha N°1 NoviembreDocument2 pagesPersonal Social Ficha N°1 NoviembreAlonso Jose Quispilaya RodasNo ratings yet
- Aprendemos A Multiplicar Por Cuatro Sme 1Document4 pagesAprendemos A Multiplicar Por Cuatro Sme 1Alonso Jose Quispilaya RodasNo ratings yet
- FICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooDocument6 pagesFICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooAlonso Jose Quispilaya RodasNo ratings yet
- Comunicacion Semana Nov 1Document6 pagesComunicacion Semana Nov 1ALONSO100% (1)
- Ciencia y Ambiente Ficha N°1 NoviembreDocument2 pagesCiencia y Ambiente Ficha N°1 NoviembreAlonso Jose Quispilaya RodasNo ratings yet
- FICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooDocument6 pagesFICHAS #1 DE NOVIEMBRE LÓGICO MATEMÁTICOooAlonso Jose Quispilaya RodasNo ratings yet
- 1ero Sesión de Tantp Por Ciento 19-10Document6 pages1ero Sesión de Tantp Por Ciento 19-10Alonso Jose Quispilaya RodasNo ratings yet
- Ex Men 1ro 12-11Document1 pageEx Men 1ro 12-11Alonso Jose Quispilaya RodasNo ratings yet
- S 1 Iv B Oct Proceso Emocional 2 AñoDocument9 pagesS 1 Iv B Oct Proceso Emocional 2 AñoAlonso Jose Quispilaya RodasNo ratings yet
- Razones Trigonométricas Ii PDFDocument26 pagesRazones Trigonométricas Ii PDFAlonso Jose Quispilaya RodasNo ratings yet
- Tejidos Cartilaginoso y Tejido AdiposoDocument4 pagesTejidos Cartilaginoso y Tejido AdiposoAlonso Jose Quispilaya RodasNo ratings yet
- Criterios para Lograr La Coherencia. 19. 10. 21Document10 pagesCriterios para Lograr La Coherencia. 19. 10. 21Alonso Jose Quispilaya RodasNo ratings yet
- 81640856002Document11 pages81640856002mayiss_10298639No ratings yet
- Osha CeeDocument35 pagesOsha CeeLuis De La CruzNo ratings yet
- S 1 Iv B Oct Gobierno Colonial I 2 AñoDocument13 pagesS 1 Iv B Oct Gobierno Colonial I 2 AñoAlonso Jose Quispilaya RodasNo ratings yet
- Funciones Del Lenguaje. 19. 10. 21Document6 pagesFunciones Del Lenguaje. 19. 10. 21Alonso Jose Quispilaya RodasNo ratings yet
- Porcentajes y descuentosDocument4 pagesPorcentajes y descuentosAlonso Jose Quispilaya RodasNo ratings yet
- Razones Trigonométricas Ii PDFDocument26 pagesRazones Trigonométricas Ii PDFAlonso Jose Quispilaya RodasNo ratings yet
- Razones Trigonométricas de Angulos Agudos IiDocument29 pagesRazones Trigonométricas de Angulos Agudos IiAlonso Jose Quispilaya RodasNo ratings yet
- Implementacion de Un Sistema ErgonómicoDocument139 pagesImplementacion de Un Sistema ErgonómicoJoseph Espinoza MontesNo ratings yet
- Estremadoyro PetramasDocument4 pagesEstremadoyro PetramasAlonso Jose Quispilaya RodasNo ratings yet
- Valoracion HeridaDocument7 pagesValoracion Heridajesusamuel25100% (4)
- 01 Introducción Fisica MariscalDocument26 pages01 Introducción Fisica MariscalAndy LilaNo ratings yet
- Razones y ProporcionesDocument9 pagesRazones y ProporcionesChris Yunior RDNo ratings yet
- ResumenDocument2 pagesResumenPaola SeclenNo ratings yet
- Simetrías y Homotecias en GeometríaDocument6 pagesSimetrías y Homotecias en GeometríaThe Best TipsNo ratings yet
- Densidad de LechadaDocument5 pagesDensidad de LechadaRuben M Ciprian FloresNo ratings yet
- Análisis de panelaDocument8 pagesAnálisis de panelaValentina VanegasNo ratings yet
- Unidad 1 - Mantto EQ. ElectDocument65 pagesUnidad 1 - Mantto EQ. ElectJairo MarinNo ratings yet
- Portfolio Gisela C Alestra Web PDFDocument36 pagesPortfolio Gisela C Alestra Web PDFArhian NatariNo ratings yet
- ProyectodeEmprendimiento 20230506163556Document3 pagesProyectodeEmprendimiento 20230506163556Roman SavchenkoNo ratings yet
- Exo Passé Composé 2Document1 pageExo Passé Composé 2juliendelap59No ratings yet
- Signos Vitales - Wikipedia, La Enciclopedia LibreDocument5 pagesSignos Vitales - Wikipedia, La Enciclopedia LibreJ ArmorNo ratings yet
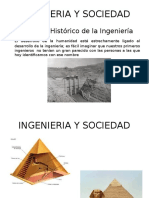
- Ingeniería Mecánica y su Impacto en la SociedadDocument11 pagesIngeniería Mecánica y su Impacto en la SociedadAlejandro ValeroNo ratings yet
- Estaciones de Almacenamiento y BombeoDocument240 pagesEstaciones de Almacenamiento y BombeoFabian Alberto Lasso MNo ratings yet
- El Fenómeno Wari en El Norte Peruano PDFDocument36 pagesEl Fenómeno Wari en El Norte Peruano PDFluiggy9450% (2)
- MANUAL DE USUARIO Caldera A Pellet FernandoDocument38 pagesMANUAL DE USUARIO Caldera A Pellet FernandoeduardoNo ratings yet
- Epidemiologia de Las Enfermedades CronicasDocument57 pagesEpidemiologia de Las Enfermedades CronicasAlejandro SolórzanoNo ratings yet
- Taller - Aplicación - Del - Sistema - Métrico - Decimal PDFDocument4 pagesTaller - Aplicación - Del - Sistema - Métrico - Decimal PDFDiego VanegasNo ratings yet
- Lengua Castellana - Tipos de TextosDocument15 pagesLengua Castellana - Tipos de TextosYovanna MejiasNo ratings yet
- Transformación de CoordenadasDocument3 pagesTransformación de CoordenadasJimy el rosqueteNo ratings yet
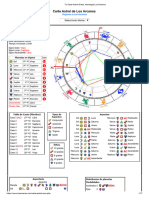
- Tu Carta Astral Gratis, Astrologia Los ArcanosDocument17 pagesTu Carta Astral Gratis, Astrologia Los ArcanosYESIKA NALLELY AGUDELO MUÑOZNo ratings yet
- Nociones Basicas ModificadoDocument7 pagesNociones Basicas ModificadoLawrence PinoNo ratings yet
- 8 Cefalexina 500 MG Tabletas en InfeccionDocument10 pages8 Cefalexina 500 MG Tabletas en InfeccionRaquel PalominoNo ratings yet