You might also like
- Manual técnico de aço inoxidávelDocument14 pagesManual técnico de aço inoxidávelJose Rosa De Sousa FariasNo ratings yet
- Desenhos Elementos Maquinas SoldasDocument7 pagesDesenhos Elementos Maquinas SoldasromeiroliNo ratings yet
- Senai - 6 Processo MIG MAGDocument22 pagesSenai - 6 Processo MIG MAGAnonymous XQuDOLNo ratings yet
- Des e Aplicações Dos Metais e LigasDocument42 pagesDes e Aplicações Dos Metais e Ligassocramsilva100% (10)
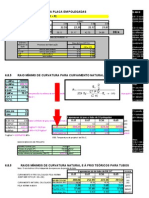
- Cálculo de Raio de Curvamento de Tubos - N464HDocument13 pagesCálculo de Raio de Curvamento de Tubos - N464Hpvldo100% (2)
- Manual de torque para componentes elétricosDocument25 pagesManual de torque para componentes elétricosNeilton Noblat50% (2)
- Tabela AluminioDocument193 pagesTabela AluminioLeandro SoaresNo ratings yet
- Soldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoDocument49 pagesSoldagem - Tecnologia de Solda - Processo TIG e Eletrodo RevestidoRoberto Carlos Teixeira100% (1)
- Catalogo VedabrasDocument323 pagesCatalogo Vedabrasfenixcross100% (1)
- Eletrodos para soldagem de aços de baixo e médio teor de carbonoDocument12 pagesEletrodos para soldagem de aços de baixo e médio teor de carbonograci2828100% (5)
- Defeitos em Soldagem PDFDocument32 pagesDefeitos em Soldagem PDFFernando VittoNo ratings yet
- Catálogo de Correias Industriais PDFDocument8 pagesCatálogo de Correias Industriais PDFViniciusCamargosNo ratings yet
- Critérios Estruturas MetálicasDocument22 pagesCritérios Estruturas MetálicasAndré Luiz Nogueira100% (2)
- Tabela de torque de parafusos, porcas e prisioneiros em NMDocument2 pagesTabela de torque de parafusos, porcas e prisioneiros em NMjunotrjNo ratings yet
- Eléctrodos para soldadura de açosDocument8 pagesEléctrodos para soldadura de açosElzidio RodriguesNo ratings yet
- Aperto ParafusosDocument26 pagesAperto ParafusosRCMNo ratings yet
- Processo de soldagem eletrodo revestidoDocument5 pagesProcesso de soldagem eletrodo revestidodiegoFBTSNo ratings yet
- Posições de Soldagem PDF 2Document3 pagesPosições de Soldagem PDF 2markriorj100% (1)
- Lista de Exercício para SoldagemDocument16 pagesLista de Exercício para SoldagemFlávio Spindola100% (2)
- 13 - Soldagem PDFDocument127 pages13 - Soldagem PDFwlton Vga100% (1)
- Apostila Eletrodos Revestidos - ESABDocument32 pagesApostila Eletrodos Revestidos - ESABVicente RamosNo ratings yet
- 03-Inspecao em SoldagemDocument95 pages03-Inspecao em SoldagemMatheus RianNo ratings yet
- Elementos de Vedação SENAIDocument30 pagesElementos de Vedação SENAIWellingthon Medeiros92% (12)
- ANSI-AWS A2.4-98 - Norma SoldagemDocument74 pagesANSI-AWS A2.4-98 - Norma SoldagemRobert Willis100% (2)
- Inspeção Visual de Soldagem PDFDocument93 pagesInspeção Visual de Soldagem PDFMarkdenielNo ratings yet
- Apostila Aco Inox Soldagem AcesitaDocument38 pagesApostila Aco Inox Soldagem AcesitaANTONIO CARLOSNo ratings yet
- Simbolos de SoldagemDocument16 pagesSimbolos de SoldagemDouglas Gomes100% (13)
- V & M do Brasil - Tubos de Aço Sem CosturaDocument28 pagesV & M do Brasil - Tubos de Aço Sem CosturaElieser JúnioNo ratings yet
- N 0133Document101 pagesN 0133Santos SilvestreNo ratings yet
- Dimensões de flanges ASME, DIN, ABNT e AWWADocument23 pagesDimensões de flanges ASME, DIN, ABNT e AWWAneuzenir100% (5)
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasFrom EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo ratings yet
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoFrom EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo ratings yet
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Tratamentos térmicos e superficiais dos açosFrom EverandTratamentos térmicos e superficiais dos açosRating: 4.5 out of 5 stars4.5/5 (3)
- Introdução aos processos de fabricação de produtos metálicosFrom EverandIntrodução aos processos de fabricação de produtos metálicosRating: 5 out of 5 stars5/5 (1)
- Guia de Bolso Técnica para ApertarDocument28 pagesGuia de Bolso Técnica para ApertarHuldison ValenteNo ratings yet
- Resumo Material 01Document33 pagesResumo Material 01Paulo RicardoNo ratings yet
- Ligações em Estruturas de AçoDocument5 pagesLigações em Estruturas de AçoSilvano CunhaNo ratings yet
- Elemaq 1Document131 pagesElemaq 1Samuel BarretoNo ratings yet
- Análise de falha por sobrecarga em parafuso mecânicoDocument22 pagesAnálise de falha por sobrecarga em parafuso mecânicocarlofilippinNo ratings yet
- Valores de Torque para ParafusosDocument3 pagesValores de Torque para Parafusosjoseocsilva100% (1)
- Arruelas de Pressão: Funcionamento e LimitaçõesDocument5 pagesArruelas de Pressão: Funcionamento e LimitaçõesMurillo de LimaNo ratings yet
- Classe de resistencia dos parafusosDocument66 pagesClasse de resistencia dos parafusosRodmam MouraNo ratings yet
- Uniões parafusadas: tração, cisalhamento e tipos de parafusosDocument23 pagesUniões parafusadas: tração, cisalhamento e tipos de parafusosElenildo BarrosNo ratings yet
- Analise de Falhas em CorreiasDocument19 pagesAnalise de Falhas em CorreiasCarlos NeyNo ratings yet
- FRENOSDocument3 pagesFRENOSMauro Cantanheide100% (1)
- A7 - Fixação NPDocument33 pagesA7 - Fixação NPRaquel VieiraNo ratings yet
- Fixadores roscados e resistência de parafusos de porcaDocument42 pagesFixadores roscados e resistência de parafusos de porcaALEXSANDRONo ratings yet
- Elementos de Máquinas I: Tensões em Roscas e Tipos de ParafusosDocument24 pagesElementos de Máquinas I: Tensões em Roscas e Tipos de ParafusosLincoln B. DominguesNo ratings yet
- Elementos de Máquinas: Molas e suas configuraçõesDocument33 pagesElementos de Máquinas: Molas e suas configuraçõesVitor Fukui100% (1)
- Prova 2 de Elementos de Maquinas: 1) Os Tipos de União Parafusada? e EsboçarDocument3 pagesProva 2 de Elementos de Maquinas: 1) Os Tipos de União Parafusada? e EsboçarLuis Gustavo L. VolpeNo ratings yet
- A7 - Fixao NP.2Document33 pagesA7 - Fixao NP.2By RaquelNo ratings yet
- Apostila de Colunas de PerfuraçãoDocument49 pagesApostila de Colunas de PerfuraçãoRodolfo Nogueira100% (6)
- Molas helicoidais: tipos, formas de uso e cálculo de esforçosDocument25 pagesMolas helicoidais: tipos, formas de uso e cálculo de esforçosWILLIAM GonçalvesNo ratings yet
- Reparos em AeronavesDocument9 pagesReparos em AeronavesCybelli Aparecida Martins Dos SantosNo ratings yet
- Ricardo MarquesDocument36 pagesRicardo MarquesFernando PereiraNo ratings yet
- Auditoria AmbientalDocument40 pagesAuditoria AmbientalAlexandra FigueiredoNo ratings yet
- Introduo Aos Processos de SoldaduraDocument27 pagesIntroduo Aos Processos de Soldadurajalberto2222No ratings yet
- Guia de componentes automotivosDocument237 pagesGuia de componentes automotivosjalberto2222No ratings yet
- Guia de bolso para tecnologia de apertoDocument28 pagesGuia de bolso para tecnologia de apertojalberto2222100% (2)
- Catálogo Estrutural - ChagasDocument142 pagesCatálogo Estrutural - ChagasHugomvferreira86% (7)
- Controle Adaptativo de SoldaduraDocument43 pagesControle Adaptativo de Soldadurajalberto2222No ratings yet
- Regime Juridico de Urbanização e EdificaçãoDocument16 pagesRegime Juridico de Urbanização e Edificaçãojalberto2222No ratings yet
- FICHAS TECNICAS - Minidisjuntores PDFDocument4 pagesFICHAS TECNICAS - Minidisjuntores PDFEnginerdouglasNo ratings yet
- Catálogo de produtosDocument12 pagesCatálogo de produtosJackson LopesNo ratings yet
- Catálogo de Peças FL958GHEE1B1X1A101TDocument134 pagesCatálogo de Peças FL958GHEE1B1X1A101TGiovani Farias75% (4)
- Ordem de Serviço ButcellDocument1 pageOrdem de Serviço ButcellSergio M. Junior86% (14)
- 02 Ha Uma Musica Do Povo Estudo Soprano ChordsDocument3 pages02 Ha Uma Musica Do Povo Estudo Soprano ChordsDaniela CostaNo ratings yet
- Sistemas Operacionais: DeadlockDocument8 pagesSistemas Operacionais: DeadlockDarlan DieterichNo ratings yet
- ECM2001 Manual DownloadDocument40 pagesECM2001 Manual DownloadLuiz Gustavo Pereira100% (1)
- Corsair MainDocument15 pagesCorsair MainMurilo A.No ratings yet
- Rótulo Ecológico ABNT-INMETRO Unificado (Desktop, AIO, Notebooks, MiniPC)Document2 pagesRótulo Ecológico ABNT-INMETRO Unificado (Desktop, AIO, Notebooks, MiniPC)Tatiana CavalheriNo ratings yet
- Habilitar e desabilitar códigos de barras e configurar o leitor TL-220Document2 pagesHabilitar e desabilitar códigos de barras e configurar o leitor TL-220GuilhermeQueirozNo ratings yet
- Apostila de Informática para Concurso Intensivo T 2Document36 pagesApostila de Informática para Concurso Intensivo T 2Alissa GarciaNo ratings yet
- Principais componentes PCDocument8 pagesPrincipais componentes PCVivaldo SenaNo ratings yet
- Rockwell Flexlogix ComunicaçõesDocument220 pagesRockwell Flexlogix ComunicaçõesMiguelGSilvaNo ratings yet
- COMO DESMONTAR NOTEBOOKDocument13 pagesCOMO DESMONTAR NOTEBOOKElder MoraisNo ratings yet
- Apostila+ Informática+Prof +Graziela+BarrosDocument122 pagesApostila+ Informática+Prof +Graziela+Barrosmaria nunesNo ratings yet
- Introdução LEDocument2 pagesIntrodução LEErica Alves Do NascimentoNo ratings yet
- Memorial Descritivo de Compartilhamento de Poste PDFDocument10 pagesMemorial Descritivo de Compartilhamento de Poste PDFAnderson MarinhoNo ratings yet
- Ps 2Document2 pagesPs 2anon-187473100% (2)
- Revista Vida Playstation 2Document85 pagesRevista Vida Playstation 2YokoLeonhart100% (2)
- Configurar Bluetooth LinuxDocument6 pagesConfigurar Bluetooth LinuxDaniel VargasNo ratings yet
- Instale o Windows 8 no Sony VAIO VPCSB25FBDocument4 pagesInstale o Windows 8 no Sony VAIO VPCSB25FBd_andrade72No ratings yet
- Portfolio - Rodrigo Del Nero - 2020 - 20MB PDFDocument27 pagesPortfolio - Rodrigo Del Nero - 2020 - 20MB PDFRodrigoNo ratings yet
- Manutenção de fontes de computadores: testes e defeitos mais comunsDocument12 pagesManutenção de fontes de computadores: testes e defeitos mais comunsJilmar Freitas100% (1)
- Relatorio Aula Pratica 3Document14 pagesRelatorio Aula Pratica 3Paulo Cesar Menegon CastroNo ratings yet
- Teclado LCDDocument2 pagesTeclado LCDMarcos PegoriniNo ratings yet
- Tabela de Cartuchos de Impressoras HP e RendimentoDocument3 pagesTabela de Cartuchos de Impressoras HP e Rendimentoxerox4512No ratings yet
- Criando Servidor Shayia OnlineDocument65 pagesCriando Servidor Shayia OnlineWendely Amorim da SilvaNo ratings yet
- Esticador hidráulico: lista de peças e descriçãoDocument3 pagesEsticador hidráulico: lista de peças e descriçãoMichel ClaytonNo ratings yet
- Manual LG 32Document28 pagesManual LG 32Thiago RibeiroNo ratings yet