You might also like
- Fashion Design Essentials (Gnv64)Document210 pagesFashion Design Essentials (Gnv64)Mateo Penilla Alzate100% (4)
- Additives PE Swapan DharaDocument79 pagesAdditives PE Swapan DharatrydeepNo ratings yet
- Chromaphthal A2BDocument2 pagesChromaphthal A2BtrydeepNo ratings yet
- Special MX HODocument3 pagesSpecial MX HOtrydeepNo ratings yet
- HostapermRubineD3B 3Document11 pagesHostapermRubineD3B 3trydeepNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Types of HVAC SystemsDocument6 pagesTypes of HVAC Systemsm2110100% (1)
- PHY1124 Practice Final 2015Document5 pagesPHY1124 Practice Final 2015Mat MorashNo ratings yet
- Practice Test - 7, Atomic Structure and Gaseous StateDocument12 pagesPractice Test - 7, Atomic Structure and Gaseous StateBadNik 007No ratings yet
- Brochure Ftir Cary 630 5990-8570en Us AgilentDocument12 pagesBrochure Ftir Cary 630 5990-8570en Us AgilentMarcela RobayoNo ratings yet
- Integrated Rate Laws DPP-03Document3 pagesIntegrated Rate Laws DPP-03ShanksNo ratings yet
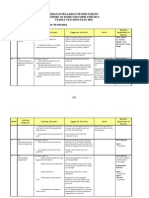
- Physics Form 4 Yearly Lesson Plan 2010Document26 pagesPhysics Form 4 Yearly Lesson Plan 2010Mohd Khairul AnuarNo ratings yet
- Repol® C015Eg: Reliance Industries LimitedDocument2 pagesRepol® C015Eg: Reliance Industries LimitedCamilo ObandoNo ratings yet
- Master Thesis - Fatigue Analysis of The Column-Pontoon Connection in Semi-Submersible Floating Wind Turbine (T.I. Marin 2014)Document140 pagesMaster Thesis - Fatigue Analysis of The Column-Pontoon Connection in Semi-Submersible Floating Wind Turbine (T.I. Marin 2014)marintraianNo ratings yet
- Ass - III English 21.03.2019Document3 pagesAss - III English 21.03.2019Nageshwaran VairavasamyNo ratings yet
- BASF Ultraform N2200 G53Document2 pagesBASF Ultraform N2200 G53paradoxid78No ratings yet
- General Instructions: Do The Activity at Home. This Must Be Submitted Online. Save It in PDFDocument2 pagesGeneral Instructions: Do The Activity at Home. This Must Be Submitted Online. Save It in PDFSean Ben KadusaleNo ratings yet
- Analisis Gangguan Hubung Singkat Pada Jaringan Pemakaian Sendiri Pltu Bolok Pt. Smse (Ipp) Unit 3 Dan 4 MenggunakanDocument10 pagesAnalisis Gangguan Hubung Singkat Pada Jaringan Pemakaian Sendiri Pltu Bolok Pt. Smse (Ipp) Unit 3 Dan 4 MenggunakanTeguh Dwi DdarmawanNo ratings yet
- S275 S355 Data Sheet 2021Document1 pageS275 S355 Data Sheet 2021CarloNo ratings yet
- Lab Report Fiber OpticsDocument5 pagesLab Report Fiber OpticsArvinBautista100% (1)
- 4140 HTDocument2 pages4140 HTwillys8No ratings yet
- ST5012-Design of Sub StructuresDocument15 pagesST5012-Design of Sub StructuresNarayanan Moorthy33% (3)
- ASTM D7740 Optimizing AASDocument9 pagesASTM D7740 Optimizing AASarufatoNo ratings yet
- and its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireDocument3 pagesand its resistivity is 8.8 x 10 Ωm.: Electromagnetic force on wireMuhamad Zahwan AnwarNo ratings yet
- Plate Tectonics Theory ExplainedDocument10 pagesPlate Tectonics Theory ExplainedTourism ColumbioNo ratings yet
- Materials Express: Low-Cycle Fatigue Behavior of 7075-T6 Aluminum Alloy at Different Strain AmplitudesDocument6 pagesMaterials Express: Low-Cycle Fatigue Behavior of 7075-T6 Aluminum Alloy at Different Strain Amplitudesadarshravindran1991No ratings yet
- Proof Energy Geoscience - AnalysisofwellborestabilitybyporepressurepredictionusingsreismicvelocitiesDocument11 pagesProof Energy Geoscience - Analysisofwellborestabilitybyporepressurepredictionusingsreismicvelocitiesghassen laouiniNo ratings yet
- EqwerqwDocument3 pagesEqwerqwRonald TessénNo ratings yet
- M 236 ContentDocument103 pagesM 236 ContentgeetanandnNo ratings yet
- Seismic Load STG BuildingDocument6 pagesSeismic Load STG BuildingWahyu MunajatNo ratings yet
- Review Jurnal ALD - Adella Fahdarina P-02511740000046Document4 pagesReview Jurnal ALD - Adella Fahdarina P-02511740000046Samuel ArelianoNo ratings yet
- SEMIKRON Technical Explanation SEMITOP® Classic EN 2021-07-30 Rev-06Document20 pagesSEMIKRON Technical Explanation SEMITOP® Classic EN 2021-07-30 Rev-06carlosmitecNo ratings yet
- 38-Character for Sheet Metal Cutting DocumentDocument14 pages38-Character for Sheet Metal Cutting Documentkolla satishNo ratings yet
- CHMG 131 - Course Outline Spring 2017 PDFDocument2 pagesCHMG 131 - Course Outline Spring 2017 PDFFuad EsberNo ratings yet
- International Journal of Heat and Mass Transfer: Matej Kranjc, Anze Zupanic, Damijan Miklavcic, Tomaz JarmDocument7 pagesInternational Journal of Heat and Mass Transfer: Matej Kranjc, Anze Zupanic, Damijan Miklavcic, Tomaz JarmOthman Ben CheikhNo ratings yet
- Statics of Rigid Bodies 03 Rigid BodiesDocument10 pagesStatics of Rigid Bodies 03 Rigid BodiesArlie LobrigoNo ratings yet