You might also like
- IATF 16949:2016 Audit Guide and Checklist 2nd EditionFrom EverandIATF 16949:2016 Audit Guide and Checklist 2nd EditionRating: 4.5 out of 5 stars4.5/5 (10)
- Apqp VolvoDocument7 pagesApqp Volvofdsa01No ratings yet
- GM SQD Bulletin 1927 36 2018Document3 pagesGM SQD Bulletin 1927 36 2018Oscar DiazNo ratings yet
- APQP Requirements Matrix Supplier ReviewDocument4 pagesAPQP Requirements Matrix Supplier ReviewOmkar waghuleNo ratings yet
- IATF 16949 DocumenDocument1 pageIATF 16949 Documenpunitg_2No ratings yet
- Product Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDocument8 pagesProduct Characteristic Matrix (PCM) & Safe Launch Plan - Alignment & AgreementDavid MorenoNo ratings yet
- GM 1927 36 Group A ElementsDocument129 pagesGM 1927 36 Group A ElementsVanessa GurrolaNo ratings yet
- MSIL Audit Cheklist 16Document22 pagesMSIL Audit Cheklist 16Pravin Balasaheb GunjalNo ratings yet
- Supplier Audit Details and Problem Solving Effectiveness ReviewDocument14 pagesSupplier Audit Details and Problem Solving Effectiveness ReviewDuho ConsultoresNo ratings yet
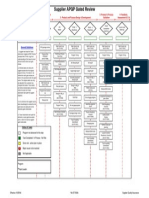
- Supplier Apqp Gated ReviewDocument1 pageSupplier Apqp Gated Reviewtanto_deep_15No ratings yet
- 4M Change Management For Supplier - TennecoDocument1 page4M Change Management For Supplier - TennecoOBSC PerfectionNo ratings yet
- APQP Documentation ChecklistsDocument67 pagesAPQP Documentation ChecklistsNeumar NeumannNo ratings yet
- Evidences To Be Maintained As Per APQP For PMDocument3 pagesEvidences To Be Maintained As Per APQP For PMSachin RamdurgNo ratings yet
- Fmea Vda AiagDocument63 pagesFmea Vda AiagfquysxlahyytpxpwgqNo ratings yet
- APQP Timing Plan TemplateDocument9 pagesAPQP Timing Plan TemplatemuthuselvanNo ratings yet
- Clause Matrix Iatf 16949Document10 pagesClause Matrix Iatf 16949ikesh mNo ratings yet
- Iatf ActivitiesDocument6 pagesIatf ActivitiesWizard tube and Engineered componentNo ratings yet
- T12 Core Tools - The Alphabet Soup of APQP, PPAP, FMEA, SPC and MSA - JD Marhevko PDFDocument70 pagesT12 Core Tools - The Alphabet Soup of APQP, PPAP, FMEA, SPC and MSA - JD Marhevko PDFrakshithNo ratings yet
- Procedure for PFMEA Analysis and ImprovementDocument3 pagesProcedure for PFMEA Analysis and ImprovementPk Nimiwal100% (3)
- Product Audit FormDocument2 pagesProduct Audit Formcong da0% (1)
- Procedure For NPD HandoverDocument1 pageProcedure For NPD HandoverTushar Wagh100% (1)
- Advanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial StageDocument6 pagesAdvanced Product Quality Planning Timing Chart: Plan and Define Programme - PP Trial Stagerajesh sharma100% (2)
- Giriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeDocument9 pagesGiriraj Precision Screws PVT - Ltd. Quality Manual Procedure APQP (Advanced Product Quality Planning) 1. PurposeMohit KaushikNo ratings yet
- IATF Audit Observation 21.06.2021-23.06.2021Document6 pagesIATF Audit Observation 21.06.2021-23.06.2021Karan MalhiNo ratings yet
- Operator Observance ChecklistDocument2 pagesOperator Observance Checklistrajesh sharma100% (1)
- GM Quality Systems Basics Plus Fast ResponseDocument262 pagesGM Quality Systems Basics Plus Fast Responsezzza100% (2)
- 4th Edition PPAPDocument83 pages4th Edition PPAPTerri Paleno Lebow100% (1)
- System QSB First Step Fast Response PDFDocument19 pagesSystem QSB First Step Fast Response PDFPrabagarane RamachandranNo ratings yet
- NPD Check SheetDocument6 pagesNPD Check Sheets.charlieNo ratings yet
- APQP & PPAP Training ProgramDocument1 pageAPQP & PPAP Training Programbalakumar rajaram100% (1)
- Root Cause & Corrective Action Corrective Action (RCCA) (RCCA)Document37 pagesRoot Cause & Corrective Action Corrective Action (RCCA) (RCCA)Bisma MasoodNo ratings yet
- IATF 16949 Documentation Toolkit GuideDocument4 pagesIATF 16949 Documentation Toolkit GuideRahul SharmaNo ratings yet
- CSR Matrix For RefDocument6 pagesCSR Matrix For RefBard Z8No ratings yet
- IATF Awareness TrainingDocument81 pagesIATF Awareness TrainingMR KonarengineeringNo ratings yet
- Clause Map - IATF 16949:2016 To ISO/TS 16949:2009Document5 pagesClause Map - IATF 16949:2016 To ISO/TS 16949:2009Navnath TamhaneNo ratings yet
- GM 1927 08 Potential Supplier Assessment (PSA)Document12 pagesGM 1927 08 Potential Supplier Assessment (PSA)Juan Carlos Murillo Larrota100% (1)
- PPAP Process Checklist / Sign Off Sheet InstructionsDocument7 pagesPPAP Process Checklist / Sign Off Sheet InstructionsSantosh TiwariNo ratings yet
- Training Topic Vs Name AnalysisDocument46 pagesTraining Topic Vs Name AnalysisAshish VaidNo ratings yet
- IATF 16949 Training PDFDocument23 pagesIATF 16949 Training PDFRajeshLS100% (1)
- Clausul IATFDocument8 pagesClausul IATFAhmad ZainuddinNo ratings yet
- Supplier APQP TrainingDocument29 pagesSupplier APQP Trainingfdsa01No ratings yet
- Magna Global Warranty StandardDocument11 pagesMagna Global Warranty StandardGonzalo MazaNo ratings yet
- Apqp FormsDocument25 pagesApqp FormsgkspNo ratings yet
- Procedure: Measurement System Analysis ExecutionDocument1 pageProcedure: Measurement System Analysis Executionaslam100% (1)
- MAstering IATFDocument20 pagesMAstering IATFGyanesh_DBNo ratings yet
- IATF Implementation Plan and Co-Ordinator RolesDocument3 pagesIATF Implementation Plan and Co-Ordinator RolesKumaravel50% (2)
- Questions Process Audit: P2. Project ManagementDocument11 pagesQuestions Process Audit: P2. Project ManagementR JNo ratings yet
- GM 1927 36 Group C Elements BIQSDocument52 pagesGM 1927 36 Group C Elements BIQSVanessa GurrolaNo ratings yet
- Automotive Quality Management System Manual: Century Metal Recycling LimitedDocument7 pagesAutomotive Quality Management System Manual: Century Metal Recycling LimitedsunilNo ratings yet
- BIQ-S AuditDocument13 pagesBIQ-S AuditAngie Guerrero100% (1)
- APQP ENG SiemensDocument12 pagesAPQP ENG SiemensVikash KumarNo ratings yet
- APQP and PPAP ExplainedDocument3 pagesAPQP and PPAP ExplainedignaunaqNo ratings yet
- VDA 6 - 3 Questionnaire Summary of Changes PDFDocument6 pagesVDA 6 - 3 Questionnaire Summary of Changes PDFAnonymous CW8L9FkuNo ratings yet
- GM 1927 36 Group D Elements BIQSDocument41 pagesGM 1927 36 Group D Elements BIQSVanessa GurrolaNo ratings yet
- Formel Q Quality Capability Supplier Assessment Guidelines 2005 PDFDocument152 pagesFormel Q Quality Capability Supplier Assessment Guidelines 2005 PDFAntonioNo ratings yet
- Production Part Approval Process A Complete Guide - 2019 EditionFrom EverandProduction Part Approval Process A Complete Guide - 2019 EditionNo ratings yet
- Supplier Quality Management A Complete Guide - 2020 EditionFrom EverandSupplier Quality Management A Complete Guide - 2020 EditionNo ratings yet
- Change 19 Key Essays On How Internet Is Changing Our LivesDocument470 pagesChange 19 Key Essays On How Internet Is Changing Our LivesahcaetanoNo ratings yet
- Multi-Function Steering Wheel: Wiring DiagramDocument6 pagesMulti-Function Steering Wheel: Wiring DiagramHaji RashidNo ratings yet
- 034 PhotogrammetryDocument19 pages034 Photogrammetryparadoja_hiperbolicaNo ratings yet
- A1. J1939 Fmis and DescriptionsDocument3 pagesA1. J1939 Fmis and Descriptionsabdelhadi houssinNo ratings yet
- PCChips P53G Manual PDFDocument53 pagesPCChips P53G Manual PDFsander100% (1)
- Api Reference Guide PDFDocument440 pagesApi Reference Guide PDFpriyank31No ratings yet
- Project Report on Just-In-Time Manufacturing SystemDocument70 pagesProject Report on Just-In-Time Manufacturing SystemKrishna Sharma100% (1)
- 2019 Book DataScienceAndBigDataAnalyticsDocument418 pages2019 Book DataScienceAndBigDataAnalyticsfrmalthus100% (6)
- Curriculum Vitae: Executive Summary & Covering LetterDocument9 pagesCurriculum Vitae: Executive Summary & Covering LetterKhalid MahmoodNo ratings yet
- 2.manual ETR300S V1.0 EngDocument142 pages2.manual ETR300S V1.0 EngAgustinus Phatub KurniawanNo ratings yet
- V Series: User'S Manual SetupDocument109 pagesV Series: User'S Manual SetupTFNo ratings yet
- Sentinel LM Programmer/'s Reference ManualDocument474 pagesSentinel LM Programmer/'s Reference ManualAshish JoshiNo ratings yet
- Lecture Notes On Permanent Magnet Brushless DC Motor Drive For Light Electric Vehicle ApplicationDocument24 pagesLecture Notes On Permanent Magnet Brushless DC Motor Drive For Light Electric Vehicle ApplicationAshish KumarNo ratings yet
- MS For Maintenance of CCTV SystemDocument15 pagesMS For Maintenance of CCTV Systemsheb_khaleelNo ratings yet
- Process DocumentationDocument26 pagesProcess DocumentationKhaleel NazeerNo ratings yet
- Calculate volume and number of tilesDocument8 pagesCalculate volume and number of tilesRichard Antoni GosnoNo ratings yet
- Looking at The Future of Manufacturing Metrology R PDFDocument7 pagesLooking at The Future of Manufacturing Metrology R PDFAdven BrilianNo ratings yet
- Lee Et Al. - 1997 - Facilities and Workplace Design An Illustrated Guide PDFDocument244 pagesLee Et Al. - 1997 - Facilities and Workplace Design An Illustrated Guide PDFJônatas Silva100% (1)
- Metastat Command Shows Soft Partition in Errored StateDocument3 pagesMetastat Command Shows Soft Partition in Errored StatecresmakNo ratings yet
- 1737 - MAR - NucliSENS EasyMAG - Stepper PCB FuseDocument5 pages1737 - MAR - NucliSENS EasyMAG - Stepper PCB FuseKaraboNo ratings yet
- How To Convert A Project From IAR To CCS - Texas Instruments WikiDocument11 pagesHow To Convert A Project From IAR To CCS - Texas Instruments Wikiteomondo100% (1)
- Dot 63553 DS1Document66 pagesDot 63553 DS1dfsdfNo ratings yet
- Eurelectric Decentralized Storage Finalcover Dcopy 2012 030 0574 01 eDocument49 pagesEurelectric Decentralized Storage Finalcover Dcopy 2012 030 0574 01 eMichele DalenaNo ratings yet
- SEM Workshop Presentation 3Document28 pagesSEM Workshop Presentation 3felixkern1991No ratings yet
- BARMM CRLA-Scoresheets 12jan22Document18 pagesBARMM CRLA-Scoresheets 12jan22belleNo ratings yet
- SL Nx-OsDocument676 pagesSL Nx-Osa_salesmanNo ratings yet
- Chziri zvf330 Ac Drive User Manual E375Document59 pagesChziri zvf330 Ac Drive User Manual E375Diego Armando Carrera palmaNo ratings yet
- The Term Telecommunication Means Communication at A DistanceDocument2 pagesThe Term Telecommunication Means Communication at A DistanceAnonymous MXgopYDENo ratings yet
- Tim Sweeney - Google SearchDocument1 pageTim Sweeney - Google SearchPatton DerionNo ratings yet
- Spark 2000 Ul: Instruction ManualDocument65 pagesSpark 2000 Ul: Instruction ManualMárcio Fernandes0% (1)