You might also like
- LS Gen IV Engines 2005 - Present: How to Build Max PerformanceFrom EverandLS Gen IV Engines 2005 - Present: How to Build Max PerformanceRating: 5 out of 5 stars5/5 (2)
- Ashok LeylandDocument33 pagesAshok Leylandsaiparmeshraj67% (3)
- Service ManualDocument582 pagesService ManualBogdan Popescu100% (5)
- E7 TiempoDocument12 pagesE7 TiempoJonatan Arango Gomez67% (3)
- Onan RV Maintenance Parts Guide 2019Document2 pagesOnan RV Maintenance Parts Guide 2019Sahil ChoudharyNo ratings yet
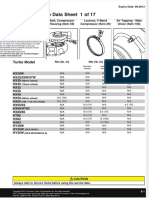
- Holset Turbocharger Service Data SheetDocument17 pagesHolset Turbocharger Service Data SheetNaveed67% (3)
- Captiva Control MotorDocument52 pagesCaptiva Control Motorsertex_jo71% (7)
- L70MC-C Vol. 2 PDFDocument658 pagesL70MC-C Vol. 2 PDFPaul Lucian VentelNo ratings yet
- Lycoming Special ToolsDocument52 pagesLycoming Special ToolsVarman Aviation Quality DeptNo ratings yet
- How Are Supercars Made? Technology Book for Kids 4th Grade | Children's How Things Work BooksFrom EverandHow Are Supercars Made? Technology Book for Kids 4th Grade | Children's How Things Work BooksNo ratings yet
- Mazda Premacy Training Manual: GI B1 D E F1 G H J1 KDocument50 pagesMazda Premacy Training Manual: GI B1 D E F1 G H J1 KRafael Olave0% (1)
- Manual Sabroe PDFDocument48 pagesManual Sabroe PDFArturo RojasNo ratings yet
- Production Process of Ashok Leyland: AbstractDocument14 pagesProduction Process of Ashok Leyland: AbstractAswani B Raj100% (4)
- A Project On Summer Training-2018 at RDSO, LUCKNOW (From 12.06.2018 To 07.07.2018)Document21 pagesA Project On Summer Training-2018 at RDSO, LUCKNOW (From 12.06.2018 To 07.07.2018)Harsh Tiwari100% (1)
- Inplant Training Report Ashok Leyland HosurDocument28 pagesInplant Training Report Ashok Leyland HosurHejo AntonyNo ratings yet
- Ashok Leyland Summer Training ReportDocument68 pagesAshok Leyland Summer Training ReportGauravYadav100% (5)
- Ashok Leyland Inplant ReportDocument22 pagesAshok Leyland Inplant ReportafrithNo ratings yet
- IPDDocument2 pagesIPDEdwin Javier GaravitoNo ratings yet
- Production Process of Ashok LeylandDocument14 pagesProduction Process of Ashok LeylandMohan Rajamani50% (10)
- Ashok Leyland Production ProcessDocument13 pagesAshok Leyland Production Processgarjola100% (8)
- Ashok Leyland In-Plant Training ReportDocument12 pagesAshok Leyland In-Plant Training Reportbalakvit100% (2)
- Inplant Training Report - ALDocument13 pagesInplant Training Report - ALJagadesh AbbuNo ratings yet
- Supply Chain Management of Ashok LeylandDocument28 pagesSupply Chain Management of Ashok Leylandali3800No ratings yet
- Ashok LeylandDocument20 pagesAshok LeylandVaishu SrinivasanNo ratings yet
- Ashok Leyland - Leading Commercial Vehicle Manufacturer in IndiaDocument37 pagesAshok Leyland - Leading Commercial Vehicle Manufacturer in IndiaRiddhesh PatelNo ratings yet
- Project On Production Process OFDocument15 pagesProject On Production Process OFtarun-neha100% (2)
- Industrial TrainingDocument34 pagesIndustrial TrainingGOURAV MITTALNo ratings yet
- Ashok LeylandDocument26 pagesAshok Leylandmohit chaudharyNo ratings yet
- Ashok Leyland Inplant Training Report ALDocument10 pagesAshok Leyland Inplant Training Report ALmani4beNo ratings yet
- About Ashok LeylandDocument6 pagesAbout Ashok LeylandIyyan ParamanandamNo ratings yet
- An Intership Report 2019 7Document53 pagesAn Intership Report 2019 7Dhayananthan RajaNo ratings yet
- Mihir Industrial TrainingDocument17 pagesMihir Industrial Trainingcewaja2731No ratings yet
- Final Presenation Ashok Leyland TrainingDocument29 pagesFinal Presenation Ashok Leyland TrainingSrijan Mukherjee100% (1)
- Project ReportDocument58 pagesProject ReportAshok PhotographyNo ratings yet
- Failure analysis of hanger bracket bolt and lower beam bolt looseningDocument32 pagesFailure analysis of hanger bracket bolt and lower beam bolt looseningLoneNo ratings yet
- Ashokleyland Isan: Indian Automobile ChennaiDocument5 pagesAshokleyland Isan: Indian Automobile ChennaiGanapathy KuzhandaivelNo ratings yet
- Inplant TrainingDocument5 pagesInplant TrainingMukesh kannan MahiNo ratings yet
- Production activities at Ashok Leyland's Ennore plantDocument10 pagesProduction activities at Ashok Leyland's Ennore plantsomujazNo ratings yet
- TvsDocument64 pagesTvsKunal Jagad50% (2)
- Six Month Industrial Training Report at Sonalika TractorsDocument19 pagesSix Month Industrial Training Report at Sonalika TractorsAmanda Matthews67% (6)
- Industrial Visit in SML Isuzu, Roopnagar: (Assistant Professor)Document20 pagesIndustrial Visit in SML Isuzu, Roopnagar: (Assistant Professor)pranabNo ratings yet
- Production Process of Ashok LeylandDocument14 pagesProduction Process of Ashok LeylandUlagaariyan PremkumarNo ratings yet
- An Industrial Visit To Ashok Leyland: Report Submitted by Suganya .RDocument5 pagesAn Industrial Visit To Ashok Leyland: Report Submitted by Suganya .RArun KumarNo ratings yet
- Project Report on Time Study and Work Content of Captain Line ProductionDocument53 pagesProject Report on Time Study and Work Content of Captain Line ProductionDipak TiwariNo ratings yet
- Inplant TrainingDocument5 pagesInplant TrainingGokulnath Sekar0% (1)
- Internship Presentation RailwayDocument45 pagesInternship Presentation RailwayAhmed AlviNo ratings yet
- AutomobilesDocument60 pagesAutomobilessurinder89pNo ratings yet
- Mihir Industrial TrainingDocument27 pagesMihir Industrial Trainingcewaja2731No ratings yet
- Swaraj Engines Ltd. Training Report by Satnam SinghDocument58 pagesSwaraj Engines Ltd. Training Report by Satnam SinghSatnam Singh100% (4)
- Ashok Leyland Is A Commercial Vehicle Manufacturing Company Based inDocument20 pagesAshok Leyland Is A Commercial Vehicle Manufacturing Company Based inDulcet Lyrics100% (1)
- "Designing Durable Products That Make Economic Sense To The Consumer, Using AppropriateDocument5 pages"Designing Durable Products That Make Economic Sense To The Consumer, Using Appropriatevila mathanki100% (2)
- K.S. INSTITUTE OF TECHNOLOGY INTERNSHIP PRESENTATION ON TOYOTADocument16 pagesK.S. INSTITUTE OF TECHNOLOGY INTERNSHIP PRESENTATION ON TOYOTAPrasannaNo ratings yet
- Diesel ShedDocument108 pagesDiesel ShedEkjot Saini67% (3)
- GSRTC ST Workshop Industrial Visit ReportDocument12 pagesGSRTC ST Workshop Industrial Visit ReportSiddharth PatelNo ratings yet
- Adama Science and Technology University School of Mechanical Chemical and Materials EngineeringDocument16 pagesAdama Science and Technology University School of Mechanical Chemical and Materials EngineeringKeyredin SelmanNo ratings yet
- Cylinder Head - Diesel Locomotive LucknowDocument25 pagesCylinder Head - Diesel Locomotive LucknowDevyanshu Kumar89% (9)
- Summer Training Report ON: "Study of Assembling and Inspection of Skin Panel"Document29 pagesSummer Training Report ON: "Study of Assembling and Inspection of Skin Panel"Abdul RahamanNo ratings yet
- Ashok LeylandDocument28 pagesAshok Leylandsandy maliNo ratings yet
- Ashok LeylandDocument12 pagesAshok LeylandKarthik TharanisinghNo ratings yet
- Internship ReportDocument44 pagesInternship ReportPower King Samar Baba100% (1)
- 123Document37 pages123K D ShuklaNo ratings yet
- Doc-20230810-Wa0007. (2) - 1Document33 pagesDoc-20230810-Wa0007. (2) - 1Avinash SableNo ratings yet
- Report Vocational TrainingDocument43 pagesReport Vocational Traininghbyubuybiu ubbhybNo ratings yet
- Industrial Training Report: Field Exposure Regional Workshop Kathgodam, Nainital (Uttarakhand Transport Corporation)Document31 pagesIndustrial Training Report: Field Exposure Regional Workshop Kathgodam, Nainital (Uttarakhand Transport Corporation)Rajat VermaNo ratings yet
- UtcDocument31 pagesUtcapi-238832008No ratings yet
- Submitted To... Submitted By..Document32 pagesSubmitted To... Submitted By..Aman PalNo ratings yet
- Training Report Diesel Shed ItarsiDocument61 pagesTraining Report Diesel Shed ItarsiKristi Woods40% (5)
- Certificate: Used in Diesel Locomotives, ECP, OWS, Maintainence & Testing'Document28 pagesCertificate: Used in Diesel Locomotives, ECP, OWS, Maintainence & Testing'Prasun DasNo ratings yet
- Contienetal EMsco FB1600Document1 pageContienetal EMsco FB1600FARES BEN MESSAOUDNo ratings yet
- !!! WWW Briskoda Net Forums Topic 226298 Fabia 14 16v Egr Flow LDocument8 pages!!! WWW Briskoda Net Forums Topic 226298 Fabia 14 16v Egr Flow LsalekojicNo ratings yet
- Teikin Catalog Vol 16-Automobile Mercedes BenzDocument3 pagesTeikin Catalog Vol 16-Automobile Mercedes BenzrenatoeliegeNo ratings yet
- STIHL SH 55, 55 C, 85, 85 C: Ersatzteilliste Spare Parts List Liste Des PiècesDocument50 pagesSTIHL SH 55, 55 C, 85, 85 C: Ersatzteilliste Spare Parts List Liste Des PiècesGuillermo carralNo ratings yet
- 6148 Datasheet 12AYM WST HDocument1 page6148 Datasheet 12AYM WST HНиколай БелыйNo ratings yet
- Engine Control UnitDocument7 pagesEngine Control UnittotoNo ratings yet
- One GPL GBDocument35 pagesOne GPL GBRadu DobreNo ratings yet
- Technical Data Engine D8Document20 pagesTechnical Data Engine D8VOLVO VPVNNo ratings yet
- What Is An Open Cycle Gas TurbineDocument3 pagesWhat Is An Open Cycle Gas TurbineAmit B MakNo ratings yet
- Diesel Information: Vehicle ElectronicsDocument6 pagesDiesel Information: Vehicle ElectronicsAminadavNo ratings yet
- 1,6l Simos (AEH+AKL)Document11 pages1,6l Simos (AEH+AKL)Tremalone SemionelaNo ratings yet
- DTC P0171 System Too Lean (Fuel Trim) : Circuit DescriptionDocument4 pagesDTC P0171 System Too Lean (Fuel Trim) : Circuit Descriptionmindreader19No ratings yet
- L70AE Yanmar Engine PartsDocument19 pagesL70AE Yanmar Engine PartsARTMehr Eng. Group100% (2)
- GSX150 MB8NG4BF (L7)Document92 pagesGSX150 MB8NG4BF (L7)Javier LlumpoNo ratings yet
- G3606 Electrical System: Advisor MidsDocument2 pagesG3606 Electrical System: Advisor Mids巴啦啦No ratings yet
- Pulsejet ProjectDocument60 pagesPulsejet ProjectAromalSPillaiNo ratings yet
- Generator DriveDocument2 pagesGenerator DrivenemoneoNo ratings yet
- Board Diploma Examination, (C-20) MAY-2023 Dme - Fourth Semester ExaminationDocument3 pagesBoard Diploma Examination, (C-20) MAY-2023 Dme - Fourth Semester ExaminationRkrishna ANo ratings yet
- Motor Scania y Sus PartesDocument6 pagesMotor Scania y Sus PartesFabiana ChusitNo ratings yet
- Ovh 4.236 Camisa Flange FinoDocument1 pageOvh 4.236 Camisa Flange FinoAlexis SanchezNo ratings yet