You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Astm C361M-14Document26 pagesAstm C361M-14diego rodriguez100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Typical Foundation Layout Plan at Expansion Gap at Every 30MtrDocument1 pageTypical Foundation Layout Plan at Expansion Gap at Every 30Mtrnazi1945No ratings yet
- Injection Molding Defects Causes RemediesDocument60 pagesInjection Molding Defects Causes RemediesMada PopescuNo ratings yet
- Exp. 4 LipidsDocument6 pagesExp. 4 LipidsAna LuisaNo ratings yet
- Balancing Chemical Equations: For Advanced Chemistry Special Science High School in Grade 10 Quarter 3/ Week 2Document9 pagesBalancing Chemical Equations: For Advanced Chemistry Special Science High School in Grade 10 Quarter 3/ Week 2Venice Gwyn ChavezNo ratings yet
- PCB ManufacturingDocument60 pagesPCB ManufacturingRichard PuthotaNo ratings yet
- CH 4034 Comprehensive Design Project II Interim Report 1: Production of Ammonia From NaphthaDocument21 pagesCH 4034 Comprehensive Design Project II Interim Report 1: Production of Ammonia From NaphthaAlfonso BlancoNo ratings yet
- 19th Southeast Asian Geotechnical Conference ProceedingsDocument6 pages19th Southeast Asian Geotechnical Conference ProceedingsSen HuNo ratings yet
- Development of An Electrochemical Metal-Ion Biosensor Using Self-Assembled Peptide NanofibrilsDocument7 pagesDevelopment of An Electrochemical Metal-Ion Biosensor Using Self-Assembled Peptide NanofibrilsRenan Guilherme de Oliveira GuihNo ratings yet
- Model J112 and JL112 Sprinklers Extended Coverage BulletinDocument7 pagesModel J112 and JL112 Sprinklers Extended Coverage BulletinCoordinador TecnicoNo ratings yet
- Neil Dominic C. Mahusay Bsme-3 Module 1 Assignment: Military Body ArmorDocument4 pagesNeil Dominic C. Mahusay Bsme-3 Module 1 Assignment: Military Body ArmorMahusay Neil DominicNo ratings yet
- PIDILITE FEVICOL SHDocument2 pagesPIDILITE FEVICOL SHnafis haider60% (5)
- WS1000-EN Table of ContentsDocument3 pagesWS1000-EN Table of ContentsNeesonNo ratings yet
- CSR July August 2014 DigitalDocument60 pagesCSR July August 2014 Digitalolger huancara gasparaNo ratings yet
- Chapter 14 Electric Current and Its Effects Class 7 Extra Questions ScienceDocument6 pagesChapter 14 Electric Current and Its Effects Class 7 Extra Questions ScienceShaurya Maniktala50% (2)
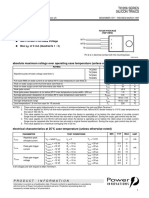
- Tic206 Series Silicon TriacsDocument6 pagesTic206 Series Silicon TriacsIgorCostaCorreiaNo ratings yet
- Afrox MIG/TIG 904L: Welding Consumables Stainless SteelDocument5 pagesAfrox MIG/TIG 904L: Welding Consumables Stainless SteelBranko FerenčakNo ratings yet
- Evalene LF20185Document2 pagesEvalene LF20185Oscar Tan IIINo ratings yet
- Specification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServiceDocument18 pagesSpecification For Alloy-Steel and Stainless Steel Bolting Materials For High-Temperature ServicesergioprybyszNo ratings yet
- Lesker FeedthroughsDocument39 pagesLesker FeedthroughspericoNo ratings yet
- Arandelas Hill Side A325Document1 pageArandelas Hill Side A325Oscar SanabriaNo ratings yet
- Sheet Pile WallDocument11 pagesSheet Pile WallKhandaker Khairul AlamNo ratings yet
- Organic Synthesis Capabilities and Core TechnologiesDocument8 pagesOrganic Synthesis Capabilities and Core TechnologiesNguyễn Huy CườngNo ratings yet
- 2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions HyderabadDocument4 pages2 Year Chemistry Weightage: V. Kumar Dean Sri Chaitanya Educational Institutions Hyderabadnithish0% (1)
- Equilibrium and Elasticity: Powerpoint Lectures ForDocument16 pagesEquilibrium and Elasticity: Powerpoint Lectures FordeeparNo ratings yet
- U-5 - 2022 - Tecnologías de Tratamientos - BDocument39 pagesU-5 - 2022 - Tecnologías de Tratamientos - BSimón OsésNo ratings yet
- Rheological Properties of Some Oil Based Muds Used in Reservoirs in The Niger Delta, NigeriaDocument6 pagesRheological Properties of Some Oil Based Muds Used in Reservoirs in The Niger Delta, NigeriaNurfatini CheNo ratings yet
- 3466Document8 pages3466sk m hassanNo ratings yet
- Aramco US Vendors For P F FDocument1 pageAramco US Vendors For P F Fhemantmech099200No ratings yet
- CombustionDocument35 pagesCombustionm_mukbel8752No ratings yet