You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Gear Cutting FormulaeDocument30 pagesGear Cutting Formulaeqoolshabi80% (5)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- KCP Parts Catalog 2019Document9 pagesKCP Parts Catalog 2019Jaison McDonaldNo ratings yet
- ITCO Type Releasing SpearDocument20 pagesITCO Type Releasing SpearRazvan Radu80% (5)
- Air Compressor Piping DiagramDocument2 pagesAir Compressor Piping DiagramOrueta ClaudioNo ratings yet
- HSE Risk Assessment for Wire Rope ReplacementDocument4 pagesHSE Risk Assessment for Wire Rope ReplacementMohamed Elnagdy75% (4)
- Machine Design 1000 ProblemsDocument108 pagesMachine Design 1000 Problemsmaria katherine pantoja83% (6)
- NFPA 11 Tank Fire Protection ChartDocument1 pageNFPA 11 Tank Fire Protection ChartTjay NóniiNo ratings yet
- Example 3 - Bisection MethodDocument2 pagesExample 3 - Bisection MethodRyan IrfandiNo ratings yet
- Ready Solution 2018Document104 pagesReady Solution 2018Suthirak SumranNo ratings yet
- Design of Drill JigDocument26 pagesDesign of Drill JigDIPAK VINAYAK SHIRBHATE100% (1)
- G&P Rapid Fire II Airsoft AEG Rifle W - QD Barrel Extension (Package - Tan - Evike - Com Receiver - Battery + Charger) - Evike PDFDocument3 pagesG&P Rapid Fire II Airsoft AEG Rifle W - QD Barrel Extension (Package - Tan - Evike - Com Receiver - Battery + Charger) - Evike PDFVinjkNo ratings yet
- A&K Full Metal M16-A4 SPR NS15 Airsoft AEG LiPo ReadyDocument3 pagesA&K Full Metal M16-A4 SPR NS15 Airsoft AEG LiPo ReadyVinjkNo ratings yet
- A&K Full Metal M16-A4 SPR NS15 Airsoft AEG LiPo ReadyDocument3 pagesA&K Full Metal M16-A4 SPR NS15 Airsoft AEG LiPo ReadyVinjkNo ratings yet
- Duas Configurações Sniper NovritschDocument1 pageDuas Configurações Sniper NovritschVinjkNo ratings yet
- Gmail - Failing To Listen To God - in Touch - August 3, 2017Document3 pagesGmail - Failing To Listen To God - in Touch - August 3, 2017VinjkNo ratings yet
- Newton's Interpolation FormulaeDocument7 pagesNewton's Interpolation FormulaeVinjkNo ratings yet
- (Eb) New York Times 14 July 2017 Mandar Nos Grupos Do CanadáDocument1 page(Eb) New York Times 14 July 2017 Mandar Nos Grupos Do CanadáVinjkNo ratings yet
- Exam1sol PDFDocument3 pagesExam1sol PDFVinjkNo ratings yet
- Deriving Simpsons Rule Using Newton InterpolationDocument4 pagesDeriving Simpsons Rule Using Newton InterpolationVinjkNo ratings yet
- Tokyo Marui VSR-10 G-Spec Airsoft Sniper Rifle With Mock Suppressor (Color - OD Green) - EvikeDocument2 pagesTokyo Marui VSR-10 G-Spec Airsoft Sniper Rifle With Mock Suppressor (Color - OD Green) - EvikeVinjkNo ratings yet
- (Eb) New York Times 14 July 2017 Mandar Nos Grupos Do CanadáDocument1 page(Eb) New York Times 14 July 2017 Mandar Nos Grupos Do CanadáVinjkNo ratings yet
- Architectural Acoustics SuperconductivityDocument42 pagesArchitectural Acoustics SuperconductivityVinjkNo ratings yet
- Newton's Forward Difference Formula - From Wolfram MathWorldDocument1 pageNewton's Forward Difference Formula - From Wolfram MathWorldVinjkNo ratings yet
- Electric Field, Line ChargeDocument3 pagesElectric Field, Line ChargeVinjkNo ratings yet
- A&K Full Metal M16 SPR MOD-2 Airsoft AEG Sniper Rifle - EvikeDocument3 pagesA&K Full Metal M16 SPR MOD-2 Airsoft AEG Sniper Rifle - EvikeVinjkNo ratings yet
- Electric Field of Charged Ring: Q λ = Q/2πa dqDocument1 pageElectric Field of Charged Ring: Q λ = Q/2πa dqVinjkNo ratings yet
- Eletric RocketsDocument8 pagesEletric RocketsVinjkNo ratings yet
- Manual RepetidorDocument3 pagesManual RepetidorVinjkNo ratings yet
- PhysicsLAB - Derivation of Bohr's Model For The Hydrogen SpectrumDocument4 pagesPhysicsLAB - Derivation of Bohr's Model For The Hydrogen SpectrumVinjkNo ratings yet
- Bohr ModelDocument36 pagesBohr ModelManu SharmaNo ratings yet
- mapBW 45 2014 11 20Document2 pagesmapBW 45 2014 11 20VinjkNo ratings yet
- 4D Examples 4Document2 pages4D Examples 4VinjkNo ratings yet
- Electric Field, Line ChargeDocument3 pagesElectric Field, Line ChargeVinjkNo ratings yet
- HSE Investigation ReportDocument6 pagesHSE Investigation ReportVinjkNo ratings yet
- HSL ReportDocument24 pagesHSL ReportVinjkNo ratings yet
- HSL ReportDocument24 pagesHSL ReportVinjkNo ratings yet
- IntroductionDocument8 pagesIntroductionThomas ShelbyNo ratings yet
- US Marines Close Quarters Combat Manual FMFM 07Document99 pagesUS Marines Close Quarters Combat Manual FMFM 07lokyle100% (1)
- Cambridge Face2face Upper Intermediate WorkbookDocument85 pagesCambridge Face2face Upper Intermediate WorkbookVinjk0% (1)
- Quick & Effective Miniature Paintning Guide - Craftworld Studio Art PatreonDocument18 pagesQuick & Effective Miniature Paintning Guide - Craftworld Studio Art PatreonSamuel GarciaNo ratings yet
- 5493R4 E6050lm Kit Manual 20180531Document78 pages5493R4 E6050lm Kit Manual 20180531Juan Carlos Benitez MartinezNo ratings yet
- Cectek Gladiator t6 Engine WBC SloveniaDocument43 pagesCectek Gladiator t6 Engine WBC SloveniaEnes KaragićNo ratings yet
- 3PE - Technical CatalogueDocument32 pages3PE - Technical CatalogueFernando MoreiraNo ratings yet
- Meetering Valves S, M, L &31 Series (MS-01-142) R3Document8 pagesMeetering Valves S, M, L &31 Series (MS-01-142) R3herysyam1980No ratings yet
- Extension: Miss A Turn: Add 38 Min, To Your Next Jour-Ney Time Miss A Turn: Add 55 Mins To Your Next Jour - NeyDocument1 pageExtension: Miss A Turn: Add 38 Min, To Your Next Jour-Ney Time Miss A Turn: Add 55 Mins To Your Next Jour - Neymk78_inNo ratings yet
- Pulley Dimensions and Belt Specifications TableDocument1 pagePulley Dimensions and Belt Specifications TableyokelomeNo ratings yet
- Onderdelenlijst Hydro 857 MinDocument66 pagesOnderdelenlijst Hydro 857 MindanielNo ratings yet
- Manual de Partes CX24Document6 pagesManual de Partes CX24Axel BetancourtNo ratings yet
- 627 Series Pressure Reducing RegulatorsDocument36 pages627 Series Pressure Reducing RegulatorsKrisvell ArmentaNo ratings yet
- Pipe Sizing Chart and Flange SpecificationsDocument3 pagesPipe Sizing Chart and Flange SpecificationsPedro Diaz UzcateguiNo ratings yet
- Hand Tool Checklist For All UnitDocument1 pageHand Tool Checklist For All UnitHariomNo ratings yet
- Phase2 Analysis Information Tajeo Esperanza NV 920: Project SummaryDocument5 pagesPhase2 Analysis Information Tajeo Esperanza NV 920: Project SummarysanchezmendozaaNo ratings yet
- United States PatentDocument15 pagesUnited States PatentAlexcel CorporalNo ratings yet
- SPARBSluXUAt Gearbox Parts ListDocument11 pagesSPARBSluXUAt Gearbox Parts ListSergei KurpishNo ratings yet
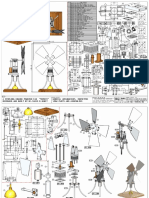
- General Arrangement, Isometric View Parts and Assemblies A Stirling Engine Powered Fan "Moriya" Designed and Built by DR - James R.SenftDocument2 pagesGeneral Arrangement, Isometric View Parts and Assemblies A Stirling Engine Powered Fan "Moriya" Designed and Built by DR - James R.SenftJuan Esteban CusiNo ratings yet
- Catalogue of Unlocking Plates Suzhou Youbetter Medical Apparatus Co., LTDDocument9 pagesCatalogue of Unlocking Plates Suzhou Youbetter Medical Apparatus Co., LTDazisaaiNo ratings yet
- PT CouplingDocument88 pagesPT CouplingHotnCrispy CrispyNo ratings yet
- Cessna172 Stall CharacteristicsDocument2 pagesCessna172 Stall Characteristicsledeni1983No ratings yet
- DIN 2353 - 2013non-Soldering Compression Fittings With Cylindrical Screw-In Pins Form A or B According To DIN 3852-1, DIN 3852-2Document3 pagesDIN 2353 - 2013non-Soldering Compression Fittings With Cylindrical Screw-In Pins Form A or B According To DIN 3852-1, DIN 3852-2Er.Amritpal SinghNo ratings yet
- Experimental Behavior of Stiffened and Unstiffened End-Plate Connections Under Cyclic LoadingDocument6 pagesExperimental Behavior of Stiffened and Unstiffened End-Plate Connections Under Cyclic LoadingJJ JJNo ratings yet