You might also like
- Guide to installing polypropylene pipes using butt fusion weldingDocument6 pagesGuide to installing polypropylene pipes using butt fusion weldingcrys suryo prayogoNo ratings yet
- GF Central Catalog Electrofusion Products Section PDFDocument54 pagesGF Central Catalog Electrofusion Products Section PDFjose03No ratings yet
- Water Cooled Fcu Piping DetailsDocument14 pagesWater Cooled Fcu Piping Detailsfernandoreyes893No ratings yet
- ElectroFusion Installation Manual (European Version)Document44 pagesElectroFusion Installation Manual (European Version)Jorge BaronNo ratings yet
- Manual Técnico - Press-FittingDocument27 pagesManual Técnico - Press-FittingvaskitNo ratings yet
- SPK de Perete PDFDocument6 pagesSPK de Perete PDFalinmf3No ratings yet
- Desuperheater That Combines Proven Technologies For Better Operational EconomyDocument4 pagesDesuperheater That Combines Proven Technologies For Better Operational Economyhappale2002No ratings yet
- M50 enDocument338 pagesM50 entomwilkinsNo ratings yet
- PexFlex - LogstorDocument10 pagesPexFlex - LogstorZeljko RisticNo ratings yet
- Electrical Control Valves EX5 / EX6 /EX7 / EX8Document8 pagesElectrical Control Valves EX5 / EX6 /EX7 / EX8jovanoxNo ratings yet
- FMC Weco Wing Union CatalogDocument16 pagesFMC Weco Wing Union CatalogSargunam Sankaravadivel100% (2)
- Rheem Pipe Cover Assembly RTG20227Document2 pagesRheem Pipe Cover Assembly RTG20227tsemmesNo ratings yet
- Info On HDPE PipesDocument49 pagesInfo On HDPE PipesH.V. Patil100% (1)
- Valvula Expansao Te5 PDFDocument6 pagesValvula Expansao Te5 PDFJosé Edgard Pereira BarrettoNo ratings yet
- Manual Ecoflux en - KrohneDocument14 pagesManual Ecoflux en - Krohnemmihai_popa2006No ratings yet
- TESEO Triptico PDFDocument5 pagesTESEO Triptico PDFLuis Felipe ZuñigaNo ratings yet
- Kirloskar Oil Engines Ltd. Installation Manual Chapter 1 Drawing ListDocument94 pagesKirloskar Oil Engines Ltd. Installation Manual Chapter 1 Drawing ListShankar JhaNo ratings yet
- E50337 Bedienungsanleitung 1106 02Document8 pagesE50337 Bedienungsanleitung 1106 02Sergiu BadalutaNo ratings yet
- GF System Specification PVC-U BS InchDocument14 pagesGF System Specification PVC-U BS InchDale CokleyNo ratings yet
- Tuburi Radiante Ambirad Vs Carte TehnicaDocument56 pagesTuburi Radiante Ambirad Vs Carte TehnicaSuciu MariusNo ratings yet
- Equator 1Document48 pagesEquator 1sajkhdjksahdkjNo ratings yet
- Greenheck 474680 SP CSPDocument8 pagesGreenheck 474680 SP CSPEduardo Trujillo NeciosupNo ratings yet
- PipeDocument54 pagesPipematejNo ratings yet
- Installation Instructions: - Split System Air ConditionerDocument45 pagesInstallation Instructions: - Split System Air ConditionerpejdewitNo ratings yet
- TECEfloor Brochure GB - LowDocument8 pagesTECEfloor Brochure GB - LowapsarasoNo ratings yet
- Expension Joints Engineering AppliancesDocument30 pagesExpension Joints Engineering AppliancesAcid BurnsNo ratings yet
- Perar Trunnion Ball ValvesDocument54 pagesPerar Trunnion Ball ValvesUday GokhaleNo ratings yet
- Double Regulating Valves Balancing and Commissioning SolutionsDocument15 pagesDouble Regulating Valves Balancing and Commissioning SolutionsNoushad P HamsaNo ratings yet
- Brochure HdpeDocument2 pagesBrochure HdpekavoshyarpajouhanNo ratings yet
- ThermocoupleDocument8 pagesThermocoupleGustavo Palacios100% (1)
- Valrom Reinert RitzDocument170 pagesValrom Reinert Ritzcatalin_73518618No ratings yet
- Parking Cooler System Nitecool Tcc-100: Installation and Service InstructionsDocument12 pagesParking Cooler System Nitecool Tcc-100: Installation and Service Instructionsebuk123No ratings yet
- Cbx26uh 060Document12 pagesCbx26uh 060Alberto Nava RodriguezNo ratings yet
- Mangueras AeroquipDocument28 pagesMangueras AeroquipMilton Alexander Sanchez Rosales100% (1)
- Hep2O Installer Guide v3Document84 pagesHep2O Installer Guide v3Carlos Choque0% (1)
- Brochure - Ex TENDDocument4 pagesBrochure - Ex TENDBilly ZununNo ratings yet
- ORFS fitting guideDocument7 pagesORFS fitting guidelink2u_007No ratings yet
- Installation Instructions & Owner's Manual: Electronic Steam Unit - Power Humidifier MODELS S2000 AND S2020Document16 pagesInstallation Instructions & Owner's Manual: Electronic Steam Unit - Power Humidifier MODELS S2000 AND S2020Franklin Ergueta100% (1)
- Weld On Hot Tap Saddle InstallDocument20 pagesWeld On Hot Tap Saddle InstallRemmy Torres VegaNo ratings yet
- LG Multi V SPECDocument21 pagesLG Multi V SPECJavier SordoNo ratings yet
- Nooter Eriksen PresentationDocument72 pagesNooter Eriksen Presentationahmadarya100% (4)
- Surface-Mounted Hair Dryer: Technical DataDocument2 pagesSurface-Mounted Hair Dryer: Technical Datachinni1658No ratings yet
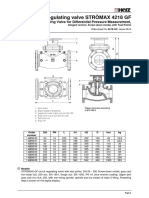
- Circuit Regulating Valve STRÖMAX 4218 GFDocument14 pagesCircuit Regulating Valve STRÖMAX 4218 GFMario Mô Ri ANo ratings yet
- 11 00000 Vs System Produktueber 02 14 en Final InternetDocument36 pages11 00000 Vs System Produktueber 02 14 en Final InternetMihai RusNo ratings yet
- Slot Dipping Device by LecoreDocument4 pagesSlot Dipping Device by Lecoretarun1976No ratings yet
- MEPF BOQ - AZURE TargetDocument33 pagesMEPF BOQ - AZURE TargetUpendra ChariNo ratings yet
- Carver Cascade2 RapideDocument8 pagesCarver Cascade2 Rapidepetrica laurentiuNo ratings yet
- UPE Universal Couplings and Flange AdaptorsDocument8 pagesUPE Universal Couplings and Flange AdaptorsnoormohammedahNo ratings yet
- InstallationsDocument3 pagesInstallationselcivilengNo ratings yet
- Orbital Riveting Technology: Ecoline En/Ene 20 and En/Ene 35Document16 pagesOrbital Riveting Technology: Ecoline En/Ene 20 and En/Ene 35Vijaya KumarNo ratings yet
- SOLAR WATER HEATING EQUIPMENTDocument7 pagesSOLAR WATER HEATING EQUIPMENTngarinyagaNo ratings yet
- Condenser BushingDocument4 pagesCondenser BushingSanthosh RMNo ratings yet
- DEMU 4010 Rebar Coupler System DEMUDocument24 pagesDEMU 4010 Rebar Coupler System DEMUTonni KurniawanNo ratings yet
- Actuated ValvesDocument4 pagesActuated ValvestjendraNo ratings yet
- Epoxy Resin BushingDocument12 pagesEpoxy Resin BushingSURJIT SINGHNo ratings yet
- Installation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitFrom EverandInstallation and Operation Instructions For Custom Mark III CP Series Oil Fired UnitNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Sustainable Swimming PoolDocument6 pagesSustainable Swimming PoolFluidra GroupNo ratings yet
- PVC Chemical Resistance ChartDocument22 pagesPVC Chemical Resistance ChartFluidra GroupNo ratings yet
- Actuated ValvesDocument41 pagesActuated ValvesFluidra GroupNo ratings yet
- Butterfly Valves Standard SeriesDocument4 pagesButterfly Valves Standard SeriesFluidra GroupNo ratings yet
- Butterfly ValvesDocument6 pagesButterfly ValvesFluidra GroupNo ratings yet
- PVC Pressure FittingsDocument29 pagesPVC Pressure FittingsFluidra GroupNo ratings yet
- Valve Boxes Pro SeriesDocument4 pagesValve Boxes Pro SeriesFluidra GroupNo ratings yet
- Check ValvesDocument4 pagesCheck ValvesFluidra GroupNo ratings yet
- Butterfly Valves Industrial SeriesDocument6 pagesButterfly Valves Industrial SeriesFluidra GroupNo ratings yet
- Ball Valves STD SeriesDocument4 pagesBall Valves STD SeriesFluidra GroupNo ratings yet
- Ball Valves (IND) SeriesDocument6 pagesBall Valves (IND) SeriesFluidra GroupNo ratings yet
- Ball ValvesDocument6 pagesBall ValvesFluidra GroupNo ratings yet
- 1 11868 HBR Analytics Webinar Executive Summary - SAS 092810-WpDocument5 pages1 11868 HBR Analytics Webinar Executive Summary - SAS 092810-WpPravin ShisodeNo ratings yet
- Technical Catalogue PP v1Document84 pagesTechnical Catalogue PP v1Fluidra Group0% (1)
- Astral Pool Catalog NewDocument3 pagesAstral Pool Catalog NewFluidra GroupNo ratings yet
- Sharp CD Dh950pDocument74 pagesSharp CD Dh950pJuan Carlos PerdomoNo ratings yet
- T238 Digital Trigger UnitDocument5 pagesT238 Digital Trigger UnitGuilherme SousaNo ratings yet
- Thomas Bevan-Theory of Machine IIDocument3 pagesThomas Bevan-Theory of Machine IIShiyam Raj11% (9)
- ICAO Flight PlanDocument4 pagesICAO Flight Planrmpilot2012No ratings yet
- Bimbel 2Document6 pagesBimbel 2Wibowo Sugandi, S.T.No ratings yet
- Green Diesel Production from Waste Vegetable OilDocument10 pagesGreen Diesel Production from Waste Vegetable OilRobert BalamNo ratings yet
- 08 Catalog Krisbow9 Handtool ProductDocument76 pages08 Catalog Krisbow9 Handtool ProductNajmi BalfasNo ratings yet
- Combination Circuit AnalysisDocument15 pagesCombination Circuit AnalysisShiba TatsuyaNo ratings yet
- Welding ErrorsDocument42 pagesWelding ErrorsNDTInstructorNo ratings yet
- Topic 11 RevisionDocument26 pagesTopic 11 RevisionYun Ho CHONo ratings yet
- Bentley RM Bridge Advanced Detalii Module AditionaleDocument4 pagesBentley RM Bridge Advanced Detalii Module AditionalephanoanhgtvtNo ratings yet
- Helios PDF HandshakeDocument2 pagesHelios PDF HandshakemilivojNo ratings yet
- Bus 172Document5 pagesBus 172api-538674995No ratings yet
- Electron Configurations and PropertiesDocument28 pagesElectron Configurations and PropertiesAinthu IbrahymNo ratings yet
- MECHANICAL DESIGN ENGINEERING - Geometrical Dimensioning and Tolerancing - What Is The CYLINDRICITY Tolerance?Document7 pagesMECHANICAL DESIGN ENGINEERING - Geometrical Dimensioning and Tolerancing - What Is The CYLINDRICITY Tolerance?Sathya DharanNo ratings yet
- Grammar BasicsDocument24 pagesGrammar Basicspreetie1027No ratings yet
- Webinar ZigBee 3-0 Launch FINAL PDFDocument54 pagesWebinar ZigBee 3-0 Launch FINAL PDFHayadi HamudaNo ratings yet
- An Introduction To Computer Simulation Methods: Harvey Gould, Jan Tobochnik, and Wolfgang Christian July 31, 2005Document8 pagesAn Introduction To Computer Simulation Methods: Harvey Gould, Jan Tobochnik, and Wolfgang Christian July 31, 2005Maria Juliana Ruiz MantillaNo ratings yet
- Lab Report Experiment - 4Document16 pagesLab Report Experiment - 4Debjit SarkarNo ratings yet
- Instructions For Using WinplotDocument38 pagesInstructions For Using WinplotClaudia MuñozNo ratings yet
- Schneider PPT Autorecloser Sectionalizer 1Document53 pagesSchneider PPT Autorecloser Sectionalizer 1hassan karimiNo ratings yet
- Schlenk Line Techniques: Liquid NDocument15 pagesSchlenk Line Techniques: Liquid NMarinoChavarroCordobaNo ratings yet
- Types of ImplicatureDocument4 pagesTypes of ImplicatureSaman Khan100% (3)
- Einstein's Discoveries Paved the WayDocument3 pagesEinstein's Discoveries Paved the WayAyman Ahmed CheemaNo ratings yet
- CNS - 2 MarksDocument28 pagesCNS - 2 Markssweetsundari1710No ratings yet
- Lab 01 ADocument7 pagesLab 01 ApathmakerpkNo ratings yet
- SBJ Series: Summing Junction Boxes For 2, 3, or 4 Load CellsDocument1 pageSBJ Series: Summing Junction Boxes For 2, 3, or 4 Load CellsJAcobNo ratings yet
- Deploying Openssh On Aix: Before You StartDocument14 pagesDeploying Openssh On Aix: Before You Startch herlinNo ratings yet
- Kubernetes SecurityDocument34 pagesKubernetes SecurityAmit SharmaNo ratings yet
- David KaplanDocument5 pagesDavid Kaplanmerch100% (1)