You might also like
- PDF Efecto Seebeck y PeltierDocument10 pagesPDF Efecto Seebeck y PeltierDarnell GonzalezNo ratings yet
- Linealización de un sistema de tanques interconectadosDocument4 pagesLinealización de un sistema de tanques interconectadosLukautomat100% (1)
- HandbookDocument102 pagesHandbookLuis Felipe Solano DominguezNo ratings yet
- Dibujo Electromecánico IsométricoDocument34 pagesDibujo Electromecánico IsométricoLuis Felipe Solano Dominguez50% (2)
- Cotas, Tolerancias y AjustesDocument2 pagesCotas, Tolerancias y AjustesLuis Felipe Solano DominguezNo ratings yet
- El Torneado PDFDocument9 pagesEl Torneado PDFluisNo ratings yet
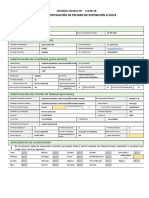
- Informe de Adicional de ObraDocument17 pagesInforme de Adicional de ObraLuisCF ChavezNo ratings yet
- Práctica N°4 Determinar Las Propiedades Físicas Del Concreto Fresco - Grupo 2Document18 pagesPráctica N°4 Determinar Las Propiedades Físicas Del Concreto Fresco - Grupo 2Eslander Agustín FloresNo ratings yet
- Analisissubpresupuestovarios - FinalDocument22 pagesAnalisissubpresupuestovarios - FinalSegundo LizanaNo ratings yet
- Geomembrana Equipo, y ConceptosDocument15 pagesGeomembrana Equipo, y ConceptosJohnny Condori Marcapura100% (1)
- Eett Productos RhinoDocument4 pagesEett Productos RhinocrisNo ratings yet
- caseta vigilanciaDocument8 pagescaseta vigilanciaulisesNo ratings yet
- Tablas de Consumo de ElectrodoDocument2 pagesTablas de Consumo de Electrodothordeasgard95% (19)
- Altecrete - MineCrete S3 Documento Técnico de Hormigón Proyectado Híbrido FrancésDocument12 pagesAltecrete - MineCrete S3 Documento Técnico de Hormigón Proyectado Híbrido FrancésJason BorejszoNo ratings yet
- PM.01 Portal JamayDocument1 pagePM.01 Portal JamayRoberto CervantesNo ratings yet
- Conceptos Generales HormigonDocument11 pagesConceptos Generales HormigonMaria Auxiliadora MoraNo ratings yet
- Urteaga MontoyaDocument110 pagesUrteaga MontoyaCORREO - INFRAESTRUCTURA OGIUNo ratings yet
- Folleto Cocinas Linea EuropaDocument2 pagesFolleto Cocinas Linea EuropaLuisOdriozolaNo ratings yet
- Super APU Equipo Materiales GAD MantaDocument861 pagesSuper APU Equipo Materiales GAD MantaLynBCNo ratings yet
- Informe Identificacion SiliceDocument2 pagesInforme Identificacion SiliceGina Ferrari MellaNo ratings yet
- Tarea Complemento CertamenDocument10 pagesTarea Complemento CertamenBastyReyesNo ratings yet
- Procesos metalúrgicos y térmicosDocument5 pagesProcesos metalúrgicos y térmicosJosé Miguel Bravo SánchezNo ratings yet
- Piso laminado clase 21Document8 pagesPiso laminado clase 21Cristian VasquezNo ratings yet
- Especificaciones TecnicasDocument37 pagesEspecificaciones TecnicasPaola TorrezNo ratings yet
- Paneles Prefabricados MixtosDocument10 pagesPaneles Prefabricados MixtosMarcela GuidoNo ratings yet
- Examen Abastecimiento de TajosDocument3 pagesExamen Abastecimiento de TajosmaribelrinoNo ratings yet
- Construcción de muros en drywallDocument7 pagesConstrucción de muros en drywallyohana torresNo ratings yet
- Capa de Rodadura de MicroaglomeradoDocument2 pagesCapa de Rodadura de MicroaglomeradoALEJANDRONo ratings yet
- Hilti Catalogo - TecnicoDocument179 pagesHilti Catalogo - Tecnicolizspice100% (1)
- Cables eléctricos según usoDocument13 pagesCables eléctricos según usoAlexisJhonsonNo ratings yet
- Metales No FerrososDocument6 pagesMetales No FerrososBryan AguirreNo ratings yet
- ABP - Materiales MetálicosDocument7 pagesABP - Materiales Metálicososcar intriagoNo ratings yet
- Mem-058 ConaguaDocument20 pagesMem-058 ConaguaOmar Alfredo Luna JimenezNo ratings yet
- Procedimiento Apriete HT279 Resumen PDFDocument7 pagesProcedimiento Apriete HT279 Resumen PDFSerprolynca RLNo ratings yet
- Diseño de Escalera E1Document7 pagesDiseño de Escalera E1Arturo Santos100% (1)
- Exp. Tec. Cahuide - AulasDocument111 pagesExp. Tec. Cahuide - AulasdulioNo ratings yet