You might also like
- List of NDT Standards 10 2015 CorrDocument16 pagesList of NDT Standards 10 2015 CorrAymeeen100% (2)
- Tensile Strength of Mass Concrete 913-938 PDFDocument28 pagesTensile Strength of Mass Concrete 913-938 PDFchutton681No ratings yet
- Radiographic Examination ProceduresDocument22 pagesRadiographic Examination ProceduresIwan F Simbolon100% (3)
- Dye Penetrant ProcedureDocument8 pagesDye Penetrant ProcedureTouil HoussemNo ratings yet
- Magnetic Particle Examination of WeldsDocument4 pagesMagnetic Particle Examination of WeldsshruthiNo ratings yet
- TOFD - by Nicholas Bublitz - USA PDFDocument135 pagesTOFD - by Nicholas Bublitz - USA PDFhocimtm100% (1)
- BS 583-3 PDFDocument10 pagesBS 583-3 PDFwiNo ratings yet
- Ut-001 Rev 0 Ultrasonic Testing ProcedureDocument5 pagesUt-001 Rev 0 Ultrasonic Testing ProcedureBen Buys100% (1)
- Super Duplex Con PADocument8 pagesSuper Duplex Con PAanon_447449056No ratings yet
- Iqi'sDocument6 pagesIqi's24inspector100% (1)
- ASTM E 2700-Phased ArraysDocument9 pagesASTM E 2700-Phased ArraysIvan ZafirovskiNo ratings yet
- 3452 4Document12 pages3452 4AMIT SHAH100% (1)
- UT of TKY Connections PDFDocument14 pagesUT of TKY Connections PDFreiazh0% (1)
- MT Test Procedure According To AsmeDocument22 pagesMT Test Procedure According To AsmemohamedNo ratings yet
- NDT ISO IEC 17025 Application DocumentDocument41 pagesNDT ISO IEC 17025 Application DocumentVicky SinghNo ratings yet
- Phased Array Ut Procedure For Welds: Industrial Engineering ServicesDocument14 pagesPhased Array Ut Procedure For Welds: Industrial Engineering ServicesAmit Hasan100% (2)
- UTDocument17 pagesUTArputharaj Maria Louis100% (2)
- Basic Principles Ultrasonic KrautkramerDocument42 pagesBasic Principles Ultrasonic KrautkramerJaya DiNo ratings yet
- MX2 Training Program 04B Phased Array ProbesDocument49 pagesMX2 Training Program 04B Phased Array ProbesVictor Antonio Diaz FaundezNo ratings yet
- UT For Duplex Stainless Steel WeldsDocument5 pagesUT For Duplex Stainless Steel WeldsvsnaiduqcNo ratings yet
- NDT Procedure PCN Test1Document32 pagesNDT Procedure PCN Test1Tamilarasan100% (1)
- Radiographic Testing of Welds BSEN 1435Document37 pagesRadiographic Testing of Welds BSEN 1435thanhhai66100% (1)
- PCN OutlineDocument26 pagesPCN Outlinekendall0609No ratings yet
- Phased Array - GeneralDocument192 pagesPhased Array - GeneralAndy MariscalNo ratings yet
- Manual Ultrasonic Phased ArrayDocument53 pagesManual Ultrasonic Phased ArrayMilan TonicNo ratings yet
- PA Caracterization BlockDocument2 pagesPA Caracterization BlockMuallim MursyidNo ratings yet
- Quick Revision of Bio Phy Che 9 HoursDocument489 pagesQuick Revision of Bio Phy Che 9 Hourscbsegirlsaipmt100% (2)
- Procedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Document4 pagesProcedure For The Dye Penetrant Testing of Steel Forgings To BS EN 10228-2:2016Mark BrailsfordNo ratings yet
- UT TEST PROCEDURE LAMINATIONSDocument8 pagesUT TEST PROCEDURE LAMINATIONSperogami100% (1)
- Guidelines For The Preparation and Grading of NDTDocument4 pagesGuidelines For The Preparation and Grading of NDTL...nNo ratings yet
- Iso 5580-1985 Illuminators RT PDFDocument9 pagesIso 5580-1985 Illuminators RT PDFMario Gaytan100% (1)
- High Temperature Ultrasonic ScanningDocument7 pagesHigh Temperature Ultrasonic ScanningscribdmustaphaNo ratings yet
- ASTM STP1385 Durability 2000 Accelerated and Outdoor Weathering TestingDocument186 pagesASTM STP1385 Durability 2000 Accelerated and Outdoor Weathering TestingKYAW SOENo ratings yet
- MT Work InstructionDocument3 pagesMT Work Instructionpandab bkNo ratings yet
- The Implementation of The New Standard EN ISO 18563 For Ultrasonic Phased-Array Systems at The ManufacturerDocument7 pagesThe Implementation of The New Standard EN ISO 18563 For Ultrasonic Phased-Array Systems at The ManufacturershaxahNo ratings yet
- Phased Array Ulatrasonic IntroductionDocument31 pagesPhased Array Ulatrasonic Introductionerharsingh100% (1)
- Rtfi 1Document33 pagesRtfi 1Jayaneela PrawinNo ratings yet
- D-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingDocument40 pagesD-p5-Bv-pd-005 - Paut, Issue 01, Rev 00 - Phased Array TestingThinh NguyenNo ratings yet
- D-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingDocument18 pagesD-p5-Bv-pd-007 - Ect, Issue 01, Rev 00 - Eddy Current TestingThinh NguyenNo ratings yet
- BS en 583-3 - 1997Document10 pagesBS en 583-3 - 1997milovanmNo ratings yet
- ISO-TC135-SC5 N0220 New Standards On Digital Industrial RadiologyDocument52 pagesISO-TC135-SC5 N0220 New Standards On Digital Industrial RadiologyHappy2021No ratings yet
- Ut6mm PDFDocument16 pagesUt6mm PDFvrkots100% (2)
- D-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationDocument54 pagesD-p5-Bv-pd-002 - MT, Issue 01, Rev 00 - Magnetic Particle ExaminationThinh Nguyen100% (1)
- A First Course in Optimization Theory - ContentDocument8 pagesA First Course in Optimization Theory - ContentSuraj KumarNo ratings yet
- D-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Document57 pagesD-p5-Bv-pd-018 - Ut, Issue 01, Rev 00 - Ultrasonic Testing (Asme Sec V)Thinh NguyenNo ratings yet
- 109428-BS en 583-4-2002Document18 pages109428-BS en 583-4-2002Nensha KagasawaNo ratings yet
- Guide to common NDT methodsDocument3 pagesGuide to common NDT methodsmabppuNo ratings yet
- E2700-09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased ArraysDocument9 pagesE2700-09 Standard Practice For Contact Ultrasonic Testing of Welds Using Phased Arrayskenvn100% (1)
- DMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDocument80 pagesDMTA 20006 01EN - Rev - B COBRA - Scanner Users - Manual PDFDanny Milton Silva VasquezNo ratings yet
- Uwe Zscherpel-Computed RadiographyDocument42 pagesUwe Zscherpel-Computed Radiographyrafeeq ahamedNo ratings yet
- NDT-Verify Steel WeldsDocument1 pageNDT-Verify Steel Weldskinglordofato100% (1)
- PCN General RulesDocument25 pagesPCN General RulesSangeeth Kavil PNo ratings yet
- Iso TC 44 SC 5 N 490Document25 pagesIso TC 44 SC 5 N 490Satwant singhNo ratings yet
- As 2168.2-2009 Non-Destructive Testing - Computerized Radiography Testing of Metallic Materials Using X-RaysDocument7 pagesAs 2168.2-2009 Non-Destructive Testing - Computerized Radiography Testing of Metallic Materials Using X-RaysSAI Global - APACNo ratings yet
- Iso-Tc135-Sc3 - Iso - Dis - 2400 - 2011 PDFDocument12 pagesIso-Tc135-Sc3 - Iso - Dis - 2400 - 2011 PDFVuong Tran VanNo ratings yet
- PT Level-2Document22 pagesPT Level-2Surendra KamalNo ratings yet
- Agfa BookDocument137 pagesAgfa BookdanielkurniadiNo ratings yet
- Weld-Solution en LTR 201712 WebDocument8 pagesWeld-Solution en LTR 201712 WebLương Hồ VũNo ratings yet
- En 1714Document27 pagesEn 1714madhunikhilNo ratings yet
- 1289 UnlockedDocument8 pages1289 UnlockedAidan ShortNo ratings yet
- Bs+en+12517-2-2008 NDT PDFDocument16 pagesBs+en+12517-2-2008 NDT PDFPham CongNo ratings yet
- En 1418-1998Document12 pagesEn 1418-1998apostolidis83No ratings yet
- MechanicsDocument558 pagesMechanicsfejiloNo ratings yet
- Ad 7746Document28 pagesAd 7746pskorovsNo ratings yet
- M.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDocument31 pagesM.Prasad Naidu MSC Medical Biochemistry, PH.D Research ScholarDr. M. Prasad NaiduNo ratings yet
- Experimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodDocument6 pagesExperimental Investigation of Process Parameters On Inconel 925 For EDM Process by Using Taguchi MethodVishal Kumar JaiswalNo ratings yet
- MS101 Egypt AssignmentDocument16 pagesMS101 Egypt Assignmentrofaman100% (5)
- Functional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramDocument78 pagesFunctional Requirements and Concepts of Frequency Converter's Oil Application Control ProgramRigoberto José Martínez CedeñoNo ratings yet
- Magic Equation r1 (All Codes)Document16 pagesMagic Equation r1 (All Codes)Prashant SunagarNo ratings yet
- Revision Notes Grade 11Document3 pagesRevision Notes Grade 11anuelisajoseNo ratings yet
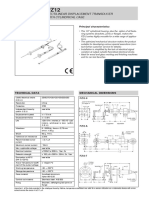
- Rectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical DimensionsDocument2 pagesRectilinear Displacement Transducer With Cylindrical Case: Technical Data Mechanical Dimensionsl561926No ratings yet
- VTU - B.E B.Tech - 2019 - 4th Semester - July - CBCS 17 Scheme - MECH - 17ME44 Fluid PDFDocument2 pagesVTU - B.E B.Tech - 2019 - 4th Semester - July - CBCS 17 Scheme - MECH - 17ME44 Fluid PDFFakhruddin AnsariNo ratings yet
- LS-DYNA-Intro 14.5 L01 Intro To Exp DynDocument40 pagesLS-DYNA-Intro 14.5 L01 Intro To Exp DynAnil KumarNo ratings yet
- Assignment MetrologyDocument8 pagesAssignment MetrologyPratama sudibyo0% (1)
- V 082 N 04 P 112Document6 pagesV 082 N 04 P 112Romi FadliNo ratings yet
- Marking Scheme Physics Trial SPM SBP 2016 Paper 3Document6 pagesMarking Scheme Physics Trial SPM SBP 2016 Paper 3Anonymous UypCttWNo ratings yet
- How Does DCPIP WorkDocument3 pagesHow Does DCPIP WorkIsaac LeeNo ratings yet
- KIT-DISSOLVED OXYGEN CHEMets® Refills, ULR CHEMets®-KITDocument2 pagesKIT-DISSOLVED OXYGEN CHEMets® Refills, ULR CHEMets®-KITSorinNo ratings yet
- Mapua Institute of Technology: Field Work 1 Pacing On Level GroundDocument7 pagesMapua Institute of Technology: Field Work 1 Pacing On Level GroundIan Ag-aDoctorNo ratings yet
- MIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma ComplexesDocument7 pagesMIT OCW Principles of Inorganic Chemistry II Lecture on Octahedral ML6 Sigma Complexessanskarid94No ratings yet
- CNC CONTOUR VALIDATION WITH LASER BALL BARDocument15 pagesCNC CONTOUR VALIDATION WITH LASER BALL BARNitin DaduNo ratings yet
- Radiation Heat Transfer in Combustion Systems - Viskanta and Menguc PDFDocument64 pagesRadiation Heat Transfer in Combustion Systems - Viskanta and Menguc PDFXamir Suarez Alejandro100% (1)
- Mechanics of Solids: Bela I. Sandor Ryan Roloff Stephen M. Birn Maan H. Jawad Michael L. BrownDocument1 pageMechanics of Solids: Bela I. Sandor Ryan Roloff Stephen M. Birn Maan H. Jawad Michael L. BrownkprasannanNo ratings yet
- Long Term Deflection in Concrete BeamsDocument6 pagesLong Term Deflection in Concrete BeamsRenganayagi BalajiNo ratings yet
- Make a castable lab test mixDocument16 pagesMake a castable lab test mixthaituan237No ratings yet
- The Weighted Histogram Analysis Method (WHAM) : Michael AndrecDocument14 pagesThe Weighted Histogram Analysis Method (WHAM) : Michael AndrecWilliam AgudeloNo ratings yet
- Helm (2008) : Section 32.4: Parabolic PdesDocument24 pagesHelm (2008) : Section 32.4: Parabolic Pdestarek mahmoudNo ratings yet
- Dambrk Modeling MethodologyDocument38 pagesDambrk Modeling MethodologyDevi DephieNo ratings yet