You might also like
- Application of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanDocument9 pagesApplication of Taguchi Method in The Optimization of End Milling Parameters J.A. Ghani, I.A. Choudhury, H.H. HassanMohamedKamal100% (1)
- Roughness TaguchiDocument7 pagesRoughness TaguchiAnudatt A. GowdaNo ratings yet
- Design of Jigs and Fixtures.Document27 pagesDesign of Jigs and Fixtures.madala ajay kumarNo ratings yet
- Collet AnalysisDocument7 pagesCollet AnalysisAgg GlezNo ratings yet
- Fixture DesignDocument24 pagesFixture DesignAkash PatelNo ratings yet
- MAGMA SimulationFatiqueDocument37 pagesMAGMA SimulationFatiquevmgobinathNo ratings yet
- Plastic Product Design With NXDocument8 pagesPlastic Product Design With NXTungdinh NguyenNo ratings yet
- Web003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentDocument44 pagesWeb003 Operator Training Class 3 - Die Casting Machine & Cell Area EquipmentsinrNo ratings yet
- Jigs and Fixtures Tools Design GuideDocument37 pagesJigs and Fixtures Tools Design GuideYann YeuNo ratings yet
- Catalogo Cutting Forces-2Document44 pagesCatalogo Cutting Forces-2Marcos Hernandez WaltemathNo ratings yet
- Hardinge Workholding: Spindle Tooling For Manual & CNC LathesDocument48 pagesHardinge Workholding: Spindle Tooling For Manual & CNC Lathesanks_raNo ratings yet
- MACHINING ECONOMICS AND PRODUCT DESIGNDocument38 pagesMACHINING ECONOMICS AND PRODUCT DESIGNThiran Boy LingamNo ratings yet
- (CarrLane) Fullproductcatalogpdf-2017Document701 pages(CarrLane) Fullproductcatalogpdf-2017Diogo_23No ratings yet
- Technology of Machine ToolsDocument60 pagesTechnology of Machine ToolsMayank SharmaNo ratings yet
- Theory of Metal Cuttingmechanics of Metal CuttingDocument18 pagesTheory of Metal Cuttingmechanics of Metal Cuttingznovak77No ratings yet
- Surface Plate InspectionsDocument62 pagesSurface Plate InspectionsTirth Parmar0% (1)
- FTL Broschuere Fineblanking Technology enDocument20 pagesFTL Broschuere Fineblanking Technology enVinod ChandranNo ratings yet
- Computerized Manufacturing Planning Systems (Computerized Production)Document15 pagesComputerized Manufacturing Planning Systems (Computerized Production)Aravind IlangoNo ratings yet
- Chapter 5 Embodiment DesignDocument29 pagesChapter 5 Embodiment DesignEphrem AbabiyaNo ratings yet
- 9 Strip LayoutDocument26 pages9 Strip LayoutMohan RanganNo ratings yet
- IMM Online TRGDocument35 pagesIMM Online TRGpsp710No ratings yet
- Jergens Workholding 1210Document290 pagesJergens Workholding 1210skidamdnevnoNo ratings yet
- Ug BKMDocument161 pagesUg BKMmaddy_scribdNo ratings yet
- MTM Lab Manual ContentsDocument23 pagesMTM Lab Manual ContentsMian Abdul Rehman100% (1)
- Elements of Jigs and FixturesDocument9 pagesElements of Jigs and FixtureskhuljascribdNo ratings yet
- Fine BlankingDocument9 pagesFine BlankingElaine JohnsonNo ratings yet
- Tool and Dye, Tool Making, Tool Engineering: Scrap - Strip LayoutDocument5 pagesTool and Dye, Tool Making, Tool Engineering: Scrap - Strip LayoutSubodh KumarNo ratings yet
- Injection Molding PDFDocument72 pagesInjection Molding PDFChoirul MahfudNo ratings yet
- Design For AssemblyDocument16 pagesDesign For AssemblyOmkar Pradeep KhanvilkarNo ratings yet
- 7 Points That Must Be Considered in Plastic Injection MoldingDocument10 pages7 Points That Must Be Considered in Plastic Injection MoldingGiap NguyenNo ratings yet
- Work Measurement PDFDocument51 pagesWork Measurement PDFSyafiq AimanNo ratings yet
- Magnetic Chuck AllDocument32 pagesMagnetic Chuck AllAmit SardaNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument38 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingCh TalhaNo ratings yet
- Build 3D Printer DIY Assembly GuideDocument26 pagesBuild 3D Printer DIY Assembly GuideВайсер Евгений100% (1)
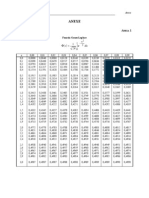
- ANEXE Valori Tabelare A Testelor StatisticeDocument9 pagesANEXE Valori Tabelare A Testelor StatisticeGabriel OvidiuNo ratings yet
- Sheet Metal Bending-3Document15 pagesSheet Metal Bending-3Sai Sujan100% (1)
- Emotiile DistructiveDocument596 pagesEmotiile DistructiveSarahDinElenaNo ratings yet
- Engineering Drawings - ThayerDocument39 pagesEngineering Drawings - Thayermaran.suguNo ratings yet
- Selection of Cutting Tool Materials: CBN & PCDDocument24 pagesSelection of Cutting Tool Materials: CBN & PCDKarthick NNo ratings yet
- DRILL JIG (Final One)Document21 pagesDRILL JIG (Final One)Varshasonawane962No ratings yet
- Mold Bases & PlatesDocument300 pagesMold Bases & PlatesjonuloNo ratings yet
- Molding Definition: Molding Is The Process ofDocument74 pagesMolding Definition: Molding Is The Process ofijotanNo ratings yet
- MoldflowDocument74 pagesMoldflowRajesh PandaNo ratings yet
- Environmentally Conscious Powerpoint TemplatesDocument26 pagesEnvironmentally Conscious Powerpoint Templatesleila hanjani hanantoNo ratings yet
- Mould SteelsDocument32 pagesMould SteelsAnonymous B3I6zYNhqdNo ratings yet
- Full Line Vertical Machining Centers Under 40Document8 pagesFull Line Vertical Machining Centers Under 40Jerry McCartyNo ratings yet
- Iso 841 2001Document10 pagesIso 841 2001Gamas OkaNo ratings yet
- Design and Fabrication of Leaf JigDocument9 pagesDesign and Fabrication of Leaf JigAnonymous Clyy9NNo ratings yet
- Calc10 2eDocument39 pagesCalc10 2eetamil87No ratings yet
- JIGS and Fixture PDFDocument33 pagesJIGS and Fixture PDFC.E. Ishmeet Singh100% (1)
- Desgn Thermosting PlasticsDocument124 pagesDesgn Thermosting Plasticsamol_piaggioNo ratings yet
- Geometric Dimensioning and TolerancingDocument4 pagesGeometric Dimensioning and TolerancingAshokNo ratings yet
- Moldflow PresentationDocument50 pagesMoldflow PresentationpatrickNX9420No ratings yet
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Applied Metrology for Manufacturing EngineeringFrom EverandApplied Metrology for Manufacturing EngineeringRating: 5 out of 5 stars5/5 (1)
- Application of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParametersDocument12 pagesApplication of Taguchi Method For Optimizing Turning Process by The Effects of Machining ParameterscevherimNo ratings yet
- Comparing Key Clauses of BRC Food Issue 7 and ISO 22000:2005Document4 pagesComparing Key Clauses of BRC Food Issue 7 and ISO 22000:2005LSARAVANAN91100% (1)
- Lista Chequeo NSFDocument61 pagesLista Chequeo NSFElement Back To BasicNo ratings yet
- Lista Chequeo NSFDocument61 pagesLista Chequeo NSFElement Back To BasicNo ratings yet
- India's Economic Geography in 2025 - States, Clusters and CitiesDocument76 pagesIndia's Economic Geography in 2025 - States, Clusters and CitiesLSARAVANAN91No ratings yet
- IEEE Outline FormatDocument3 pagesIEEE Outline FormatAlex HerrmannNo ratings yet
- BAIN GUIDE Management Tools 2015 Executives GuideDocument68 pagesBAIN GUIDE Management Tools 2015 Executives Guidekernelexploit100% (7)
- SR ParachuteDocument6 pagesSR ParachuteAdemir ZucatoNo ratings yet
- IENG 475 - Lathe OperationsDocument27 pagesIENG 475 - Lathe OperationsJohn VincentNo ratings yet
- Fuzzy Logic Research PaperDocument15 pagesFuzzy Logic Research PaperBhartish AchutaraoNo ratings yet
- Fictiv CNC Design Guide 1Document23 pagesFictiv CNC Design Guide 1Alexis A. Illarramendi G.No ratings yet
- ENG MC Program ManualDocument83 pagesENG MC Program ManualHabimana AndrewNo ratings yet
- CBLM JohnDocument5 pagesCBLM JohnJohn BuenaaguaNo ratings yet
- Threads and Thread Cutting Operations: Arul R ApmechDocument22 pagesThreads and Thread Cutting Operations: Arul R ApmecharulsivagiriNo ratings yet
- SolidCAM 2014 Milling Training Course 2.5D MillingDocument304 pagesSolidCAM 2014 Milling Training Course 2.5D MillingIvan Pevec100% (1)
- Ktu 303 U1 Notes MachinetoolDocument39 pagesKtu 303 U1 Notes MachinetoolLivin VargheseNo ratings yet
- Catalogo ENSAT ING 2 DefinitivoDocument11 pagesCatalogo ENSAT ING 2 DefinitivoCan Kutay TuçNo ratings yet
- Hand Tools For Recorder Making PDFDocument9 pagesHand Tools For Recorder Making PDFjuandaleNo ratings yet
- ThreadsDocument50 pagesThreadsSagar JathanNo ratings yet
- KOMET DrillmaxDocument8 pagesKOMET DrillmaxKingDerek1974No ratings yet
- Making of Stamped Batik by Machined Batik Stamp Pattern Made From Hand Made Design Batik ImageDocument4 pagesMaking of Stamped Batik by Machined Batik Stamp Pattern Made From Hand Made Design Batik ImageIJIRAE- International Journal of Innovative Research in Advanced EngineeringNo ratings yet
- Sinumerik 840D Cycles ManualDocument430 pagesSinumerik 840D Cycles ManualSpyros Petrogiannis100% (1)
- Lecture 5 Lathe Speed and FeedDocument14 pagesLecture 5 Lathe Speed and FeedYAWARNo ratings yet
- FANUC Series 0M-D Machining Center ManualDocument406 pagesFANUC Series 0M-D Machining Center Manualcesar_abdd100% (1)
- ME6402 Manufacturing Technology II NotesDocument124 pagesME6402 Manufacturing Technology II NotesMr.N.S. NateshNo ratings yet
- Lecture 1 - Intro To Single Point Cutting Tool GeometryDocument16 pagesLecture 1 - Intro To Single Point Cutting Tool GeometryMuhammad Umar IqtidarNo ratings yet
- PB Uddeholm Sverker 21 EnglishDocument12 pagesPB Uddeholm Sverker 21 EnglishulfwisenNo ratings yet
- SG Iron MachiningDocument8 pagesSG Iron Machiningkumar kmNo ratings yet
- Jig Fixture Final ProjectDocument20 pagesJig Fixture Final ProjectRizky Candra50% (2)
- Tubing and Fittings Quick Reference (Metric and Inch) - WebDocument9 pagesTubing and Fittings Quick Reference (Metric and Inch) - WebRajkumar MudaliarNo ratings yet
- Abrasive Machining and Finishing OperationsDocument25 pagesAbrasive Machining and Finishing Operationsاحمد عمر حديدNo ratings yet
- Solidcam 28-Page Brochure PDFDocument28 pagesSolidcam 28-Page Brochure PDFMarijan TurkNo ratings yet
- Production ch2Document32 pagesProduction ch2M samirNo ratings yet
- A Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationDocument3 pagesA Brief Review On Machinability of Titanium and Its Alloys For Nuclear ApplicationInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Advanced 2 and 4 Axis Wire EDM SolutionsDocument2 pagesAdvanced 2 and 4 Axis Wire EDM SolutionsSINH HUYNHNo ratings yet
- Parts List: Industrial Sewing MachinesDocument29 pagesParts List: Industrial Sewing MachinessulomqzNo ratings yet
- Unit - 2Document53 pagesUnit - 2vlucknowNo ratings yet
- User Manual for SZGH-CNC990TDb Series Lathe Control SystemDocument146 pagesUser Manual for SZGH-CNC990TDb Series Lathe Control SystemNAWAB IRFANNo ratings yet