You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- PowerCoil Wire Thread Inserts & KitsDocument103 pagesPowerCoil Wire Thread Inserts & KitsThor InternationalNo ratings yet
- WTI UK Screw Thread Inserts and Kits CatalogueDocument16 pagesWTI UK Screw Thread Inserts and Kits CatalogueThor InternationalNo ratings yet
- Maryland Metrics KeensertsDocument60 pagesMaryland Metrics KeensertsThor InternationalNo ratings yet
- ReCoil KeysertsDocument14 pagesReCoil KeysertsThor InternationalNo ratings yet
- Recoil Screw Thread Inserts and Kits CatalogueDocument61 pagesRecoil Screw Thread Inserts and Kits CatalogueThor InternationalNo ratings yet
- Keenserts Tridair FastenersDocument58 pagesKeenserts Tridair FastenersThor InternationalNo ratings yet
- Kato Coilthread CatalogueDocument60 pagesKato Coilthread CatalogueThor InternationalNo ratings yet
- ReCoil KeysertsDocument11 pagesReCoil KeysertsThor InternationalNo ratings yet
- KeensertsDocument56 pagesKeensertsThor InternationalNo ratings yet
- Jergens Inc Key-Locking InsertsDocument16 pagesJergens Inc Key-Locking InsertsThor InternationalNo ratings yet
- Bollhoff Helicoil Plus Kits and Inserts CatalogueDocument49 pagesBollhoff Helicoil Plus Kits and Inserts CatalogueThor InternationalNo ratings yet
- Emhart Technologies - Catalogue For Dodge Brass Inserts For PlasticsDocument40 pagesEmhart Technologies - Catalogue For Dodge Brass Inserts For PlasticsThor InternationalNo ratings yet
- Bollhoff Helicoil Oil Drain ThreadsDocument2 pagesBollhoff Helicoil Oil Drain ThreadsThor InternationalNo ratings yet
- Armstrong Bollhoff HeliCoilDocument28 pagesArmstrong Bollhoff HeliCoilThor InternationalNo ratings yet
- Armacoil Catalog HelicoilDocument28 pagesArmacoil Catalog Helicoilmishnator666No ratings yet
- Armstrong ArmaCoil 2 - Power ToolingDocument12 pagesArmstrong ArmaCoil 2 - Power ToolingThor InternationalNo ratings yet
- Emhart Teknologies HeliCoil Thread Insert System CatalogueDocument36 pagesEmhart Teknologies HeliCoil Thread Insert System CatalogueThor InternationalNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Contractor Design and Standard Form ContractsDocument14 pagesContractor Design and Standard Form ContractskuvjNo ratings yet
- Scully U31766uDocument2 pagesScully U31766unumonveNo ratings yet
- Prueba y Ajuste Sistema HidraulicoDocument55 pagesPrueba y Ajuste Sistema HidraulicoIginio Malaver VargasNo ratings yet
- Isocope KROVDocument4 pagesIsocope KROVEjub ČelikovićNo ratings yet
- Elevated Storage Reservoir DesignDocument8 pagesElevated Storage Reservoir Designiqramoyale022No ratings yet
- ECO AUDIT STEAM IRONDocument7 pagesECO AUDIT STEAM IRONUlisses Heredia0% (1)
- Lec 14 MasonryDocument10 pagesLec 14 Masonryamjad aliNo ratings yet
- TRICLAMP Tube Fitting Catalogue and Spec: Cadgroup Australia Pty LTD P: 1300 765 654Document3 pagesTRICLAMP Tube Fitting Catalogue and Spec: Cadgroup Australia Pty LTD P: 1300 765 654denginNo ratings yet
- BuchananandGardner2019 Metal3Dprintinginconstruction AreviewDocument37 pagesBuchananandGardner2019 Metal3Dprintinginconstruction AreviewJoão PraganaNo ratings yet
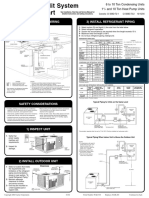
- Commercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingDocument2 pagesCommercial Split System Installation Chart: Typical Piping and Wiring 3) Install Refrigerant PipingcarlosorizabaNo ratings yet
- Innvo8 Squash Court Panel System: Specification InformationDocument5 pagesInnvo8 Squash Court Panel System: Specification InformationDaniil TriznoNo ratings yet
- IIT Madras Research Park Substation LayoutDocument13 pagesIIT Madras Research Park Substation Layoutnakul4491_88890127No ratings yet
- Studor Tec-Vent: Product Information/Specification Sheet (Air Admittance Valve For Plumbing Ventilation)Document1 pageStudor Tec-Vent: Product Information/Specification Sheet (Air Admittance Valve For Plumbing Ventilation)sijilNo ratings yet
- Case Study Iaf MuseumDocument8 pagesCase Study Iaf MuseumPooja JabadeNo ratings yet
- Presentation For API 934FDocument22 pagesPresentation For API 934FandreahankNo ratings yet
- Aipi - 03 02 018Document57 pagesAipi - 03 02 018Kenan Sofu100% (3)
- PDF High Performance Diaphragm Liquid End HPD Low Flow Installation Operation and Maintenance Manual - CompressDocument40 pagesPDF High Performance Diaphragm Liquid End HPD Low Flow Installation Operation and Maintenance Manual - CompressVũ Văn QuangNo ratings yet
- Intro Well FoundationDocument23 pagesIntro Well FoundationgoutammandNo ratings yet
- Site Readiness Checksheet R1Document3 pagesSite Readiness Checksheet R1Rahil TasawarNo ratings yet
- Green ArchitectureDocument272 pagesGreen ArchitectureIuliu Nicolae Borsa96% (24)
- Holding Down Bolts BS 7419 (Square Square) : Grade 4.6 & 8.8Document2 pagesHolding Down Bolts BS 7419 (Square Square) : Grade 4.6 & 8.8Thilan SenarathneNo ratings yet
- Concept To Completion For WebsiteDocument14 pagesConcept To Completion For WebsiteAntonNo ratings yet
- PDF MC NorskDocument56 pagesPDF MC NorskIsaac EliasNo ratings yet
- AITECH Manual As of September2016 UPDATED PDFDocument35 pagesAITECH Manual As of September2016 UPDATED PDFJohn MolinaNo ratings yet
- ASCAR Report 1906Document138 pagesASCAR Report 1906Thilanka SiriwardanaNo ratings yet
- SD SD1Document1 pageSD SD1Mohammed AldajaNo ratings yet
- 7B AnswerDocument6 pages7B AnswertarasasankaNo ratings yet
- Assignment Road Constuction IIDocument6 pagesAssignment Road Constuction IIKry ThanakNo ratings yet
- APCO Air Valve 613Document4 pagesAPCO Air Valve 613jones0055No ratings yet
- 6 Shearing Stresses Kayma Gerilmeleri Turkce 31122020Document29 pages6 Shearing Stresses Kayma Gerilmeleri Turkce 31122020KhaNsa'a ZaNo ratings yet