You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Bok:978 3 319 23362 8Document677 pagesBok:978 3 319 23362 8Dante GarzaNo ratings yet
- F4ae0481a 681aDocument190 pagesF4ae0481a 681ajvega_534120No ratings yet
- Training Manual PDFDocument12 pagesTraining Manual PDFOwen kamazizwaNo ratings yet
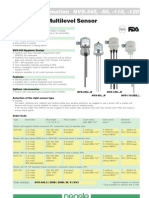
- NVS 345 50 110 120 - EngDocument4 pagesNVS 345 50 110 120 - EngMihaiCiorbaruNo ratings yet
- Schematics PANELDocument1 pageSchematics PANELMihaiCiorbaruNo ratings yet
- Blg20m12v Bda Cust EngDocument7 pagesBlg20m12v Bda Cust EngMihaiCiorbaruNo ratings yet
- 7ml19981ap03 4Document72 pages7ml19981ap03 4MihaiCiorbaruNo ratings yet
- PROFI-8455 - PROFIBUS Remote I/O Unit: Quick Start User GuideDocument7 pagesPROFI-8455 - PROFIBUS Remote I/O Unit: Quick Start User GuideMihaiCiorbaruNo ratings yet
- MM4App 005 Basic Winder enDocument15 pagesMM4App 005 Basic Winder envikramtambeNo ratings yet
- Blg20m12v Bda Cust EngDocument7 pagesBlg20m12v Bda Cust EngMihaiCiorbaruNo ratings yet
- PROFI-8455 - PROFIBUS Remote I/O Unit: Quick Start User GuideDocument7 pagesPROFI-8455 - PROFIBUS Remote I/O Unit: Quick Start User GuideMihaiCiorbaruNo ratings yet
- READMEDocument8 pagesREADMESukarno Wong PatiNo ratings yet
- Buyers Guide: Dealer Warranty As Is - No Dealer WarrantyDocument3 pagesBuyers Guide: Dealer Warranty As Is - No Dealer Warrantywoodlandsoup7No ratings yet
- ELE 3305 Power Supply DesignDocument23 pagesELE 3305 Power Supply DesignMuhammad SalisNo ratings yet
- DG 00 006-E 06-09 PANDAROS I PDFDocument54 pagesDG 00 006-E 06-09 PANDAROS I PDFLuis Jesus100% (1)
- Solar Power Plant: Components, Working and ApplicationsDocument8 pagesSolar Power Plant: Components, Working and ApplicationsSatyam KumarNo ratings yet
- MSX Red BookDocument194 pagesMSX Red BookCarlyle ZamithNo ratings yet
- Electrodynamic 1626311367Document11 pagesElectrodynamic 1626311367Pondra PoponNo ratings yet
- Questions 6Document3 pagesQuestions 6Bobeth TubigNo ratings yet
- Operation Guide 3297: About This ManualDocument5 pagesOperation Guide 3297: About This ManualaruunstalinNo ratings yet
- Paa5101Ew-M: Optical Tracking Miniature Chip: Pixart Imaging IncDocument12 pagesPaa5101Ew-M: Optical Tracking Miniature Chip: Pixart Imaging IncDimitrija AngelkovNo ratings yet
- 18 F 2331Document6 pages18 F 2331SHAHID_71No ratings yet
- A.C. Fundamentals, Circuits and Circuit TheoryDocument12 pagesA.C. Fundamentals, Circuits and Circuit TheorysufyanNo ratings yet
- ECE521 Presentation Evaluation Form Sept 2015Document3 pagesECE521 Presentation Evaluation Form Sept 2015ÎQbãl HãikãmNo ratings yet
- Introduction To Electricity & Electrical Systems: Prelim Learning ResourcesDocument41 pagesIntroduction To Electricity & Electrical Systems: Prelim Learning ResourcesKib-anne Miguel PasikanNo ratings yet
- FORM TP 22247: Caribbean Examinat Advanced Proficiency Physics Ions Coun ExaminationDocument19 pagesFORM TP 22247: Caribbean Examinat Advanced Proficiency Physics Ions Coun Examinationpetey78No ratings yet
- Laplace TransformsDocument22 pagesLaplace TransformsAustin JamesNo ratings yet
- Atsc Digital TV Tuner ReceiverDocument16 pagesAtsc Digital TV Tuner ReceiverGerardo Espinosa EspinosaNo ratings yet
- Datasheet MGVTETRA PDFDocument3 pagesDatasheet MGVTETRA PDFPuliyappottammal JijeshNo ratings yet
- FM300 CommunicatorDocument4 pagesFM300 CommunicatoredgardomestreNo ratings yet
- Detailed Service Manual EP450Document173 pagesDetailed Service Manual EP450serviciotecnicoafNo ratings yet
- Manual Generator HVP-80Document1 pageManual Generator HVP-80kiran kumarNo ratings yet
- Operating Instructions: Micro Command Control SystemDocument24 pagesOperating Instructions: Micro Command Control SystemChristian Bedoya0% (1)
- List of Scilab CodesDocument68 pagesList of Scilab CodesOscar Sttewe Jaehnig BarriosNo ratings yet
- Control Systems For Electric Trace HeatingDocument3 pagesControl Systems For Electric Trace HeatingPutra Kusuma HarditoNo ratings yet
- LD1010DDocument5 pagesLD1010DJelatang KalapiahNo ratings yet
- Accident Recognition Through Crash Detection and Alerting System Using GSMDocument17 pagesAccident Recognition Through Crash Detection and Alerting System Using GSMsaprakash1712No ratings yet
- PDF Split PDFDocument24 pagesPDF Split PDFAayush guptaNo ratings yet