You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Electrician Training - Troubleshooting and Fault FindingDocument11 pagesElectrician Training - Troubleshooting and Fault FindingOgunjimi Taofiki AdebisiNo ratings yet
- Concrete CoolingDocument19 pagesConcrete CoolingAbdulrahman AlnagarNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Electronic engine control module circuit diagramDocument17 pagesElectronic engine control module circuit diagramelisei sorinNo ratings yet
- Ventilation of The Industrial Environment PDFDocument7 pagesVentilation of The Industrial Environment PDFnelson escuderoNo ratings yet
- Tax Review (Taxrev) BSA 4th Year (Saturday, 8:00AM - 11:00AM) I - Multiple ChoiceDocument8 pagesTax Review (Taxrev) BSA 4th Year (Saturday, 8:00AM - 11:00AM) I - Multiple ChoiceDavidson Galvez0% (1)
- Compressor Station MallnowDocument8 pagesCompressor Station MallnowMANIU RADU-GEORGIANNo ratings yet
- Wires and Cables PDFDocument14 pagesWires and Cables PDFRomel Panis88% (8)
- Ezstim Ii: Operator'S ManualDocument29 pagesEzstim Ii: Operator'S ManualBabajee NavirajNo ratings yet
- Packaged Drinking Water ProductionDocument6 pagesPackaged Drinking Water ProductionismaiaaNo ratings yet
- BR 1723Document7 pagesBR 1723Manu PaulNo ratings yet
- INS Project Costing (P Roberts)Document14 pagesINS Project Costing (P Roberts)Manu PaulNo ratings yet
- Design Consideration For PC Boilers - Illinois Basin CoalsDocument15 pagesDesign Consideration For PC Boilers - Illinois Basin CoalsJayesh AryaNo ratings yet
- Laydown Light Towers: LED/Metal Halide/LED BalloonDocument2 pagesLaydown Light Towers: LED/Metal Halide/LED BalloonAugusto BellezaNo ratings yet
- Enigma Motors: Mobility Company That Sticks To GrassrootsDocument14 pagesEnigma Motors: Mobility Company That Sticks To GrassrootsUmangNo ratings yet
- Background Study: SCBA) Shown in Figure 2Document11 pagesBackground Study: SCBA) Shown in Figure 2Miza AneesaNo ratings yet
- Bum 60 S: Single Power UnitDocument62 pagesBum 60 S: Single Power UnitBruno CardosoNo ratings yet
- Class Programme: Type ApprovalDocument12 pagesClass Programme: Type ApprovaltallerusNo ratings yet
- Concentrating Solar Power: Clean Energy For The Electric GridDocument14 pagesConcentrating Solar Power: Clean Energy For The Electric Gridfran01334No ratings yet
- 3.electromagnetic Theory NET-JRF VKSDocument31 pages3.electromagnetic Theory NET-JRF VKSSijil SalimNo ratings yet
- Advances in Graphene Based Semiconductor Photocatalysts For Solar Energy ConversionDocument27 pagesAdvances in Graphene Based Semiconductor Photocatalysts For Solar Energy ConversiondevNo ratings yet
- Vietnamese Olympiad English exam passageDocument6 pagesVietnamese Olympiad English exam passageLê Thanh ThảoNo ratings yet
- Solar GeometryDocument34 pagesSolar GeometryPatricia Franchette AmoraNo ratings yet
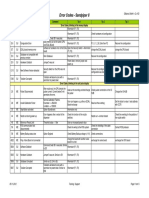
- Training Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IIDocument5 pagesTraining Document: 120 113 304 f Gilbarco GmbH + Co. KG Error Codes - Sandpiper IICharlie ShowNo ratings yet
- Refrigerant DistributionDocument4 pagesRefrigerant DistributionjorgedvfNo ratings yet
- Air & Flue Gas Path CFBCDocument2 pagesAir & Flue Gas Path CFBCJAY PARIKHNo ratings yet
- NeOz Energy Is The Foremost Oil and Gas Company Manufacturing Oil Drilling Tools Used For Various Stages of Drilling.Document15 pagesNeOz Energy Is The Foremost Oil and Gas Company Manufacturing Oil Drilling Tools Used For Various Stages of Drilling.Neoz EnergyNo ratings yet
- Gas Turbine Heat Rejection and Refrigeration Cycle CalculationsDocument8 pagesGas Turbine Heat Rejection and Refrigeration Cycle CalculationsRENE JOSHUA PECASONo ratings yet
- BBBV3 ForegroundReading Solar UPS MarineDocument7 pagesBBBV3 ForegroundReading Solar UPS MarineSaibal BhattacharyyaNo ratings yet
- MSBTETE Thermal Engineering Model Answer KeyDocument15 pagesMSBTETE Thermal Engineering Model Answer KeyMohit D MoreNo ratings yet
- Atomic Emission SpectrometryDocument21 pagesAtomic Emission SpectrometryArslan Muhammad EjazNo ratings yet
- Error Code 104 - 105Document8 pagesError Code 104 - 105joecentroneNo ratings yet
- Cgb-2 K Cgw-2 Cgs-2 Csz-2 GBDocument24 pagesCgb-2 K Cgw-2 Cgs-2 Csz-2 GBFlorin StanciuNo ratings yet
- Window U-Value ModuleDocument46 pagesWindow U-Value ModuleSze Yan LamNo ratings yet
- Wave-Particle Duality FundamentalsDocument7 pagesWave-Particle Duality FundamentalsRahmatullahNo ratings yet