You might also like
- Carpet Manufacturing: From Polymer To CarpetDocument4 pagesCarpet Manufacturing: From Polymer To Carpeteric tanudjaja100% (1)
- Jacquard Shedding MechanismDocument10 pagesJacquard Shedding MechanismShanto MaloNo ratings yet
- Sinkers by Diksha BTCH 7Document16 pagesSinkers by Diksha BTCH 7Diksha SharmaNo ratings yet
- Short Staple Spinning DrawframeDocument61 pagesShort Staple Spinning DrawframeBharani MurugesanNo ratings yet
- 3,4. Slub YarnDocument2 pages3,4. Slub Yarnshahadat hossainNo ratings yet
- The Process Flow of Drawing-In and Tying-InDocument7 pagesThe Process Flow of Drawing-In and Tying-InRehan Saeedi100% (1)
- Introduction to Spinning Drawframe MachineDocument23 pagesIntroduction to Spinning Drawframe MachineMujahid MehdiNo ratings yet
- Ring Spinning Machine LR 6/S Specification and Question AnswerDocument15 pagesRing Spinning Machine LR 6/S Specification and Question AnswerPramod SonbarseNo ratings yet
- Dhaka University presentation on jacquard shedding mechanismsDocument36 pagesDhaka University presentation on jacquard shedding mechanismsAbdul AzizNo ratings yet
- Study Overlock Machine ThreadingDocument4 pagesStudy Overlock Machine Threadingتحسین قائم خانی100% (1)
- Textilelearner - Blogspot.in-Knitting Action of The Compound Needle Warp Knitting Machine Knitting Action of The Compound NeedleDocument2 pagesTextilelearner - Blogspot.in-Knitting Action of The Compound Needle Warp Knitting Machine Knitting Action of The Compound NeedlernkmipNo ratings yet
- Course: Yarn Manufacturing 2Document24 pagesCourse: Yarn Manufacturing 2fekadeNo ratings yet
- Introduction To CombingDocument12 pagesIntroduction To CombingMujahid MehdiNo ratings yet
- Fabric IV PPT MahasinDocument12 pagesFabric IV PPT MahasinS.m. MahasinNo ratings yet
- Woven Fabric Design ElementsDocument236 pagesWoven Fabric Design ElementsAl Amin100% (1)
- Backed FabricsDocument5 pagesBacked FabricsRashadul Islam WalidNo ratings yet
- Color Reduction and CleaningDocument170 pagesColor Reduction and CleaningDora BANo ratings yet
- RovingDocument53 pagesRovingMoiz AhmadNo ratings yet
- Jute Presentation (2003 Format)Document20 pagesJute Presentation (2003 Format)Shuvashish ChakmaNo ratings yet
- Threading and Bobbin Mechanisms in Lockstitch MachinesDocument5 pagesThreading and Bobbin Mechanisms in Lockstitch MachinestahaNo ratings yet
- Sulzer Projectile Looms WorkingDocument27 pagesSulzer Projectile Looms WorkingAmir Gukhar0% (1)
- Title of The Project ThesisDocument87 pagesTitle of The Project ThesisIrfan IqbalNo ratings yet
- Lappet & Swivel FabricDocument14 pagesLappet & Swivel FabricEstihak Bhuiyan Efti100% (1)
- 3rd Revise Introduction To YM (TE-2111 Fall 2019)Document17 pages3rd Revise Introduction To YM (TE-2111 Fall 2019)Aftab Amin0% (1)
- Core Spun YarnDocument5 pagesCore Spun YarnAzizNo ratings yet
- Speed/Simplex Frame Faults And SolutionsDocument6 pagesSpeed/Simplex Frame Faults And SolutionsMohd MushahidNo ratings yet
- Elements of Circular KnittingDocument5 pagesElements of Circular KnittingSanika JoshiNo ratings yet
- Plain WeaveDocument8 pagesPlain Weaveghosh7171No ratings yet
- Study On Cylinder Driving Mechanism & Working Principle of Single Lift Single Cylinder (SLSC) Jacquard Loom.Document4 pagesStudy On Cylinder Driving Mechanism & Working Principle of Single Lift Single Cylinder (SLSC) Jacquard Loom.Suza Ahmed Auporbo75% (4)
- B Des FT 1 PDFDocument9 pagesB Des FT 1 PDFSushil Bishnoi0% (3)
- Weaving Loom Parts Catalogue Van de Wiele SpareDocument23 pagesWeaving Loom Parts Catalogue Van de Wiele SpareRamesh HspNo ratings yet
- Ornamantation in SelvagesDocument18 pagesOrnamantation in SelvagesSatish Kulkarni100% (1)
- Spin Plan - Synthetic YarnDocument1 pageSpin Plan - Synthetic Yarnardhendu1No ratings yet
- Textile Technology Internship ReportDocument24 pagesTextile Technology Internship Reportgunashekarkalluri100% (1)
- JBF Industries Ltd. Dalal Mott Mac DonaldDocument76 pagesJBF Industries Ltd. Dalal Mott Mac DonaldJimish PanchalNo ratings yet
- Weaving Loom Parts Catalogue Somet Rapier SpareDocument106 pagesWeaving Loom Parts Catalogue Somet Rapier Sparealper güzel100% (1)
- Manufacturing of Needle Punched NonwovenDocument14 pagesManufacturing of Needle Punched NonwovenKareena KallaNo ratings yet
- Auto LoomingDocument18 pagesAuto Loomingsandhyaishta100% (1)
- Kanai - Steel - Ring - TravellersDocument11 pagesKanai - Steel - Ring - TravellersNeelakandan DNo ratings yet
- Ring Frame Inverter DriveDocument11 pagesRing Frame Inverter Driveakshay Singh100% (2)
- Multiple Choice QuestionsDocument9 pagesMultiple Choice QuestionsRuma GhoshNo ratings yet
- Double-Head Draw Frame SB-D 22: AdvantagesDocument24 pagesDouble-Head Draw Frame SB-D 22: AdvantagesMuhammad Farooq KokabNo ratings yet
- Modern Developments in WeavingDocument13 pagesModern Developments in WeavingRakeahkumarDabkeyaNo ratings yet
- Teaching ChessDocument36 pagesTeaching ChessKyler GreenwayNo ratings yet
- Yarn Manufacture - Set of 2 VolsDocument2 pagesYarn Manufacture - Set of 2 VolsAnonymous Pt7NHkat9No ratings yet
- Basic Parts of A Weaving Loom and Their FunctionsDocument2 pagesBasic Parts of A Weaving Loom and Their Functionsakshay SinghNo ratings yet
- Draw FrameDocument50 pagesDraw FrameDev Narayan KushwahaNo ratings yet
- Chapter 3 - Secondary Motions of Weaving PDFDocument26 pagesChapter 3 - Secondary Motions of Weaving PDFHugo Eduardo Ipiales MesaNo ratings yet
- Basics Release NotesDocument4 pagesBasics Release NotesAbdeltif BelquorchiNo ratings yet
- Knitting Terms and Definitions GuideDocument12 pagesKnitting Terms and Definitions GuideBirendra MeherNo ratings yet
- Qualifications Pack Production SupervisorDocument33 pagesQualifications Pack Production SupervisorANKITNo ratings yet
- Unit - 2 - FMDocument32 pagesUnit - 2 - FMSenthil DuraiNo ratings yet
- Authomatic Sock Knitting MachineDocument18 pagesAuthomatic Sock Knitting MachineGizaw AkaluNo ratings yet
- Dry Finishing of Wool Fabrics - Pailthorpe M.Document14 pagesDry Finishing of Wool Fabrics - Pailthorpe M.Hugo Eduardo Ipiales MesaNo ratings yet
- Knitting Technology II: Lecture Note 12, 13 &14 Etsehiwot Yisma 2019Document16 pagesKnitting Technology II: Lecture Note 12, 13 &14 Etsehiwot Yisma 2019fekadeNo ratings yet
- Jute Drawing 11.26.22Document13 pagesJute Drawing 11.26.22Nayemur Rahman Chowdhury100% (1)
- User Guide PDFDocument113 pagesUser Guide PDFHanaNo ratings yet
- Weaving RecordDocument11 pagesWeaving RecordPraveen RajNo ratings yet
- Draw Frame1Document26 pagesDraw Frame1Sajib IglesiasNo ratings yet
- Rotor SpinningDocument36 pagesRotor SpinningSiva Jagadish Kumar M0% (1)
- M.tech (Chem) R13Document54 pagesM.tech (Chem) R13Siva Jagadish Kumar MNo ratings yet
- 2019 2020 TT B.techDocument8 pages2019 2020 TT B.techSiva Jagadish Kumar MNo ratings yet
- 3 - III Year TT Branch - Syllabus (27-6-16) PDFDocument24 pages3 - III Year TT Branch - Syllabus (27-6-16) PDFSiva Jagadish Kumar MNo ratings yet
- Textile Engineering Course Overview - I & II Semester SubjectsDocument34 pagesTextile Engineering Course Overview - I & II Semester SubjectsSiva Jagadish Kumar MNo ratings yet
- 2017 2018 TT B.techDocument8 pages2017 2018 TT B.techSiva Jagadish Kumar MNo ratings yet
- B.tech TFT 1st Year SyllabusDocument40 pagesB.tech TFT 1st Year SyllabusSiva Jagadish Kumar MNo ratings yet
- 2015 2016 TT B.techDocument8 pages2015 2016 TT B.techSiva Jagadish Kumar MNo ratings yet
- Vignan'S: Minutes of CDMC MetingDocument8 pagesVignan'S: Minutes of CDMC MetingSiva Jagadish Kumar MNo ratings yet
- 2016 2017 TT B.techDocument8 pages2016 2017 TT B.techSiva Jagadish Kumar MNo ratings yet
- 2015 2016 TT B.techDocument8 pages2015 2016 TT B.techSiva Jagadish Kumar MNo ratings yet
- 5 - TT Branch - Syllabus ELECTIVES - 27.06.16 PDFDocument42 pages5 - TT Branch - Syllabus ELECTIVES - 27.06.16 PDFSiva Jagadish Kumar MNo ratings yet
- 4 - IV Year TT Branch - Syllabus (27-6-16) PDFDocument14 pages4 - IV Year TT Branch - Syllabus (27-6-16) PDFSiva Jagadish Kumar MNo ratings yet
- Gdpe Notes Unit 1Document14 pagesGdpe Notes Unit 1Siva Jagadish Kumar MNo ratings yet
- B.tech TFT StructureDocument7 pagesB.tech TFT StructureSiva Jagadish Kumar MNo ratings yet
- Trims in Apparels APT Unit 5Document46 pagesTrims in Apparels APT Unit 5Siva Jagadish Kumar MNo ratings yet
- Yarn Manufacturing Gate QuestionsDocument40 pagesYarn Manufacturing Gate QuestionsSiva Jagadish Kumar M25% (8)
- Fashion Forecasting TrendsDocument44 pagesFashion Forecasting TrendsSiva Jagadish Kumar M100% (1)
- Garment Dyeing, Printing and Embroidery TechniquesDocument1 pageGarment Dyeing, Printing and Embroidery TechniquesSiva Jagadish Kumar MNo ratings yet
- TT 202 Unit-1 DrawingDocument44 pagesTT 202 Unit-1 DrawingSiva Jagadish Kumar MNo ratings yet
- Fashion Accessories ClassificationDocument17 pagesFashion Accessories ClassificationSiva Jagadish Kumar M100% (4)
- Unit On New Spinning SystemsDocument26 pagesUnit On New Spinning SystemsSiva Jagadish Kumar MNo ratings yet
- Alumni NominationDocument2 pagesAlumni NominationSiva Jagadish Kumar MNo ratings yet
- Blow RoomDocument42 pagesBlow RoomSiva Jagadish Kumar MNo ratings yet
- GinningDocument42 pagesGinningSiva Jagadish Kumar MNo ratings yet
- Rotor SpinningDocument36 pagesRotor SpinningSiva Jagadish Kumar M0% (1)
- GinningDocument42 pagesGinningSiva Jagadish Kumar MNo ratings yet
- Friction SpinningDocument28 pagesFriction SpinningSiva Jagadish Kumar M100% (1)
- Stitches N SeamsDocument150 pagesStitches N Seamsviratsingh84100% (2)
- Yarn Manufacturing - IDocument1 pageYarn Manufacturing - ISiva Jagadish Kumar M100% (2)
- HoltacDocument8 pagesHoltacdargil66No ratings yet
- Brake Pedals and ValveDocument4 pagesBrake Pedals and Valveala17No ratings yet
- Data Visualization Q&A With Dona Wong, Author of The Wall Street Journal Guide To Information Graphics - Content Science ReviewDocument14 pagesData Visualization Q&A With Dona Wong, Author of The Wall Street Journal Guide To Information Graphics - Content Science ReviewSara GuimarãesNo ratings yet
- Sample Style GuideDocument5 pagesSample Style Guideapi-282547722No ratings yet
- X-Span & Setting ToolsDocument18 pagesX-Span & Setting ToolsDenier RubianoNo ratings yet
- PV Design WorksheetDocument4 pagesPV Design WorksheetLarry Walker II100% (1)
- Results Part III - Part III-March 2017 - ElectricalDocument3 pagesResults Part III - Part III-March 2017 - ElectricalTharaka MunasingheNo ratings yet
- 3., 4., & 9. RBXC Catalogue Local 2015Document16 pages3., 4., & 9. RBXC Catalogue Local 2015Nilesh RanadeviNo ratings yet
- Breaking Shackles of Time: Print vs Digital ReadingDocument2 pagesBreaking Shackles of Time: Print vs Digital ReadingMargarette RoseNo ratings yet
- Active Directory Command Line OneDocument9 pagesActive Directory Command Line OneSreenivasan NagappanNo ratings yet
- Christianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaDocument18 pagesChristianity and Online Spirituality Cybertheology As A Contribution To Theology in IndonesiaRein SiraitNo ratings yet
- JupaCreations BWCGDocument203 pagesJupaCreations BWCGsoudrack0% (1)
- Strength of A440 Steel Joints Connected With A325 Bolts PublicatDocument52 pagesStrength of A440 Steel Joints Connected With A325 Bolts Publicathal9000_mark1No ratings yet
- Aikah ProfileDocument20 pagesAikah ProfileMohammad ZeeshanNo ratings yet
- Active Control of Flow Separation Over An Airfoil Using Synthetic JetsDocument9 pagesActive Control of Flow Separation Over An Airfoil Using Synthetic JetsDrSrujana ReddyNo ratings yet
- MS 01 182Document5 pagesMS 01 182kicsnerNo ratings yet
- KSB Megaflow V: Pumps For Sewage, Effuents and MisturesDocument18 pagesKSB Megaflow V: Pumps For Sewage, Effuents and MisturesKorneliusNo ratings yet
- MyPower S3220&S3320-INSTALLATIONDocument83 pagesMyPower S3220&S3320-INSTALLATIONJorge GonzalesNo ratings yet
- Nord Motors Manual BookDocument70 pagesNord Motors Manual Bookadh3ckNo ratings yet
- Pivot Part NumDocument2 pagesPivot Part Numrossini_danielNo ratings yet
- E12817 GT AC5300 Manual EnglishDocument152 pagesE12817 GT AC5300 Manual Englishlegato1984No ratings yet
- Learning Resource Management Made SimpleDocument12 pagesLearning Resource Management Made SimpleJosenia ConstantinoNo ratings yet
- Unit V DSS Development: Arun Mishra 9893686820Document17 pagesUnit V DSS Development: Arun Mishra 9893686820Arun MishraNo ratings yet
- Week 2 PlanDocument3 pagesWeek 2 Planapi-427127204No ratings yet
- Questionnaire For Future BLICZerDocument1 pageQuestionnaire For Future BLICZerAlejandra GheorghiuNo ratings yet
- Dealer FeedbackDocument3 pagesDealer FeedbackTarun BhatiNo ratings yet
- Gpa 2145Document15 pagesGpa 2145Sergio David Ruiz100% (1)
- UCID Number Request FormDocument1 pageUCID Number Request FormOmar AwaleNo ratings yet
- Introduction To PLCsDocument42 pagesIntroduction To PLCsArun Kumar YadavNo ratings yet
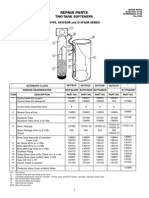
- Star S07FS32DR Water Softener Repair PartsDocument1 pageStar S07FS32DR Water Softener Repair PartsBillNo ratings yet