You might also like
- AIGA 086 - 14 Safe Startup and Shutdown Practices For Steam ReformersDocument22 pagesAIGA 086 - 14 Safe Startup and Shutdown Practices For Steam Reformersvictorvikram100% (1)
- Sydney, NSW - Australia, March 8-9, 2010: E-Mail: Phone: +6053687732 Mobile: +60125012590Document19 pagesSydney, NSW - Australia, March 8-9, 2010: E-Mail: Phone: +6053687732 Mobile: +60125012590Rupesh Desai100% (1)
- Chlorine Hazard ManagementDocument30 pagesChlorine Hazard Managementpriyank gamiNo ratings yet
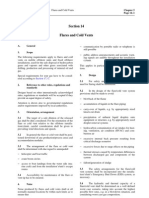
- Abschn 14Document3 pagesAbschn 14Vikas NaikNo ratings yet
- Topsoe High Flux Steam Reform - AshxDocument6 pagesTopsoe High Flux Steam Reform - AshxAgam HanasichulaNo ratings yet
- Advances in Methanol SynthesisDocument6 pagesAdvances in Methanol SynthesisManuel Angel AlvaNo ratings yet
- Explosion of Methanol DistillationDocument12 pagesExplosion of Methanol DistillationSimEnzNo ratings yet
- Turnaround-Shorter & SaferDocument5 pagesTurnaround-Shorter & SaferChem.EnggNo ratings yet
- 1 - Construction SafetyDocument43 pages1 - Construction SafetyHawaiiChongNo ratings yet
- Pyro-Bloc M Module Manual DD 31052016Document20 pagesPyro-Bloc M Module Manual DD 31052016thoavitNo ratings yet
- Air Separation Unit QRADocument109 pagesAir Separation Unit QRALi QiNo ratings yet
- Planning & SchedulingDocument29 pagesPlanning & SchedulingBRAYAN DAVID RUIZ VEGANo ratings yet
- Fired Heaters Operation Troubleshooting 1589699753 PDFDocument80 pagesFired Heaters Operation Troubleshooting 1589699753 PDFAliNo ratings yet
- Abu Quir Iii Start Up PDFDocument18 pagesAbu Quir Iii Start Up PDFAnonymous 1XHScfCI100% (1)
- Operation and Troubleshooting of Static EquipmentDocument3 pagesOperation and Troubleshooting of Static EquipmentEhab Abowarda100% (1)
- Boiler TreatmentDocument10 pagesBoiler TreatmentTeguh Fatwa PanuntunNo ratings yet
- Mason Airconditioning Health and Safety PDFDocument48 pagesMason Airconditioning Health and Safety PDFXe XeNo ratings yet
- Autothermal Reforming For Efficient and Versatile Syngas ProductionDocument17 pagesAutothermal Reforming For Efficient and Versatile Syngas ProductionAlan Flores RamirezNo ratings yet
- Modern Ammonia Production PlantDocument58 pagesModern Ammonia Production PlantPrabal Kahar100% (1)
- Excess Methanol RecoveryDocument6 pagesExcess Methanol RecoverySteven Putra HalimNo ratings yet
- Unit 3 Steam GenerationDocument30 pagesUnit 3 Steam GenerationkhalimnNo ratings yet
- Service Specification For Mechanical Work in TurnaroundsDocument25 pagesService Specification For Mechanical Work in Turnaroundsjuncu100% (1)
- GFL ReportDocument43 pagesGFL Reportmanoj singhNo ratings yet
- Rotating Equipment Reliability Day1Document7 pagesRotating Equipment Reliability Day1hassaanzafar7100% (2)
- SGL PT Brochure Systems HCL SynthesesDocument16 pagesSGL PT Brochure Systems HCL SynthesesNilson BispoNo ratings yet
- PTSDCM0001 40000Document85 pagesPTSDCM0001 40000Mahesh VeerNo ratings yet
- Oisd 118Document27 pagesOisd 118Priyanka RazdanNo ratings yet
- Steam ChartDocument47 pagesSteam Chartamuronegadu100% (1)
- Boiler Boilout by RentechDocument4 pagesBoiler Boilout by RentechRonald MesinaNo ratings yet
- SRU Unit Waste Heat BoilerDocument6 pagesSRU Unit Waste Heat BoilerMaheesha GunathungaNo ratings yet
- Modeling and Analysis A MethanolDocument10 pagesModeling and Analysis A MethanolVidal TxusNo ratings yet
- Troubleshooting Shell-And-Tube Heat ExchangersDocument2 pagesTroubleshooting Shell-And-Tube Heat ExchangersForcus onNo ratings yet
- Chemical Cleaning of Refinery and Petrochemical Distillation Equipment PDFDocument6 pagesChemical Cleaning of Refinery and Petrochemical Distillation Equipment PDFRmz ExeNo ratings yet
- 20150212-GPIL-SMS - SOP - FinalDocument101 pages20150212-GPIL-SMS - SOP - FinalMurali Krishnan NairNo ratings yet
- Making O&M More EfficientDocument7 pagesMaking O&M More EfficientNadia AlvaradoNo ratings yet
- E 09 GP 008 Vendor Contractor Work Package Management Process-2019Document21 pagesE 09 GP 008 Vendor Contractor Work Package Management Process-2019John KalvinNo ratings yet
- Refinery Operation and Maintenance Lecture2Document26 pagesRefinery Operation and Maintenance Lecture2Kirunda AndrewNo ratings yet
- CHE Article - Best Practices - How To Prepare A Process Design BasisDocument6 pagesCHE Article - Best Practices - How To Prepare A Process Design BasismatheusdarbiNo ratings yet
- Ammonia Plant 2520Location&LayoutDocument4 pagesAmmonia Plant 2520Location&Layoutapi-3714811100% (1)
- Safety: Hazop WorkshopDocument12 pagesSafety: Hazop Workshopsalman hussainNo ratings yet
- Msds Carbon BlackDocument15 pagesMsds Carbon Blackexodus_legendaryNo ratings yet
- TOPS-3-01 Safety and Reliability For Operation of Ammonia Plants PDFDocument10 pagesTOPS-3-01 Safety and Reliability For Operation of Ammonia Plants PDFSandra MArrugoNo ratings yet
- Gas Processing MethodsDocument27 pagesGas Processing MethodsHammad AhmedNo ratings yet
- Process Design and Operating Philosophies ON Fired Process FurnaceDocument21 pagesProcess Design and Operating Philosophies ON Fired Process Furnacemanuppm100% (1)
- Tank OperationDocument18 pagesTank Operationmujeebtalib100% (1)
- (A) H&S LegislationDocument4 pages(A) H&S LegislationArran DaviesNo ratings yet
- Boiler Water ConditioningDocument3 pagesBoiler Water ConditioningShahin AfrozNo ratings yet
- Standard Practice of Handling, Storage and TRansportation of Chlorine PDFDocument34 pagesStandard Practice of Handling, Storage and TRansportation of Chlorine PDFDan Allister TanNo ratings yet
- Stamicarbon SafurexDocument32 pagesStamicarbon SafurexWael MansourNo ratings yet
- HF-301A/B: Maintenance Job CardDocument42 pagesHF-301A/B: Maintenance Job CardHnd Inst HydraulicsNo ratings yet
- Figure 1: Coordinate of Plant LocationDocument11 pagesFigure 1: Coordinate of Plant LocationJonathon John100% (1)
- 12Document16 pages12Anonymous kBjvdERRQNo ratings yet
- Adsorption PDFDocument8 pagesAdsorption PDFReza JabbarzadehNo ratings yet
- IRM2400 Recommended Types of LiningsDocument13 pagesIRM2400 Recommended Types of Liningsmika cabelloNo ratings yet
- Hydrogenation of Nitrobenzene: To AnilineDocument7 pagesHydrogenation of Nitrobenzene: To Anilinesuzie annNo ratings yet
- Control of Gaseous Pollutants (Group E)Document20 pagesControl of Gaseous Pollutants (Group E)Ken ManeboNo ratings yet
- Process Engineering - Capstone Project Deliverable 2Document14 pagesProcess Engineering - Capstone Project Deliverable 2Harsh Sujit Kondkar ch18b109No ratings yet
- Safety Not by Expectation But Design: Department of Chemical EngineeringDocument28 pagesSafety Not by Expectation But Design: Department of Chemical EngineeringABSARNo ratings yet
- Summer Training ReportDocument24 pagesSummer Training ReportJayant MathurNo ratings yet
- Oil and Gas Refining LaboratoryDocument11 pagesOil and Gas Refining Laboratoryعبدالواحد ياسين ذياب عمرNo ratings yet
- Aashto T 19m-t 19-14Document2 pagesAashto T 19m-t 19-14Ajesh SohanNo ratings yet
- Griffith's Introduction To Quantum Mechanics Problem 3.30Document3 pagesGriffith's Introduction To Quantum Mechanics Problem 3.30palisonNo ratings yet
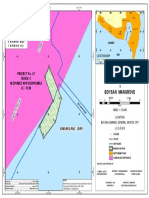
- 37 Boysan - Bawing - Mangrove PDFDocument1 page37 Boysan - Bawing - Mangrove PDFCirilo Jr. LagnasonNo ratings yet
- Solar Cell Literature ReviewDocument6 pagesSolar Cell Literature Reviewaflsktofz100% (1)
- IV BSFS - Forensic Toxicology, Forensic Ballistics & Explosives - 02ABSFS19411Document17 pagesIV BSFS - Forensic Toxicology, Forensic Ballistics & Explosives - 02ABSFS19411ALC VijayawadaNo ratings yet
- Olefination ReactionsDocument38 pagesOlefination Reactionskatechem3No ratings yet
- One Read-S-0039-1685126Document4 pagesOne Read-S-0039-1685126soelmasry6No ratings yet
- Response of First OrderDocument4 pagesResponse of First Order阿尔坎塔拉约翰·肯尼斯No ratings yet
- 4, Transient Spin Dynamics in A Single-Molecule MagnetDocument7 pages4, Transient Spin Dynamics in A Single-Molecule MagnetJHOAN ALEXIS FERNANDEZ SANCHEZNo ratings yet
- Conductor Parameters-SI UnitsDocument17 pagesConductor Parameters-SI UnitsMunesu Innocent Dizamuhupe0% (1)
- Practical 14 PDFDocument3 pagesPractical 14 PDFSiddharth KumraNo ratings yet
- CYD505Document5 pagesCYD505yasuluNo ratings yet
- Amenmend To EU 10-2011 PDFDocument136 pagesAmenmend To EU 10-2011 PDFNguyễn Tiến DũngNo ratings yet
- ARL07008 IIW Design Report (Rev 01)Document72 pagesARL07008 IIW Design Report (Rev 01)Fareed KhanNo ratings yet
- D4185Document8 pagesD4185Fredi Cari CarreraNo ratings yet
- Buffering Systems in The Human BodyDocument2 pagesBuffering Systems in The Human Bodyjp08121972No ratings yet
- Kaolin Lab ReportDocument15 pagesKaolin Lab ReportEmeso OjoNo ratings yet
- How Effective Is Current Solids Control Equipment For Drilling Fluids Weighted With Micron-Sized Weight Material?Document7 pagesHow Effective Is Current Solids Control Equipment For Drilling Fluids Weighted With Micron-Sized Weight Material?Jaime MartinezNo ratings yet
- Chapter 2 - Ecosystems Ecology A. Learning ObjectivesDocument23 pagesChapter 2 - Ecosystems Ecology A. Learning ObjectivesMarel Bonna E. QuipanesNo ratings yet
- BS en 16079-2011Document34 pagesBS en 16079-2011laythNo ratings yet
- Physical Science - Week 28Document4 pagesPhysical Science - Week 28Mira VeranoNo ratings yet
- A-Level PhysicsDocument160 pagesA-Level PhysicsObert MupomokiNo ratings yet
- DKK1413 - Chapter 04-1Document37 pagesDKK1413 - Chapter 04-1Salini ShaNo ratings yet
- Atoms PDFDocument26 pagesAtoms PDFFickrhy Chamboshy100% (1)
- Paper 6Document14 pagesPaper 6UmaibalanNo ratings yet
- 1 Polymerization: An OverviewDocument17 pages1 Polymerization: An OverviewJoão Vitor SahadiNo ratings yet
- HFY-PIP-SP-00007 X Specification For Contruction and Installation of Piping - A-CommentedDocument12 pagesHFY-PIP-SP-00007 X Specification For Contruction and Installation of Piping - A-CommentedVignesh PanchabakesanNo ratings yet
- Various Renewable Energy Resources - Weeks 3 - 4Document106 pagesVarious Renewable Energy Resources - Weeks 3 - 4YAZEED ALMYHOBIENo ratings yet
- Doe Nuclear Physics and Reactor Theory Volume 2 of 2 Doe-Hdbk-10191-93Document128 pagesDoe Nuclear Physics and Reactor Theory Volume 2 of 2 Doe-Hdbk-10191-93Titer100% (3)
- Alat Bantu PDFDocument51 pagesAlat Bantu PDFViqtor GrimNo ratings yet