You might also like
- Formación avanzada carga petrolerosDocument104 pagesFormación avanzada carga petrolerosMejia Rivera Carlos75% (4)
- Ch1-2011 CISA EPNDocument135 pagesCh1-2011 CISA EPNPaul SoriaNo ratings yet
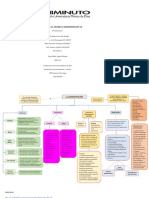
- MAPA CONCEPTUAL Organizacional PDFDocument3 pagesMAPA CONCEPTUAL Organizacional PDFMaria AngelNo ratings yet
- Gestión Sistémica Del Error. El Enfoque Del Queso Suizo en Las Auditorías.Document10 pagesGestión Sistémica Del Error. El Enfoque Del Queso Suizo en Las Auditorías.José Inés Bazán MotaNo ratings yet
- 3 WBS Herramienta Administracion ProyectosDocument37 pages3 WBS Herramienta Administracion ProyectosYussen CandelarioNo ratings yet
- Reglamento PduDocument18 pagesReglamento Pduericka_giNo ratings yet
- Trabajo Ciclo PhvaDocument18 pagesTrabajo Ciclo PhvapedroNo ratings yet
- CALZADOS FII ParcialDocument22 pagesCALZADOS FII Parcialcarlos igredaNo ratings yet
- C3 Citroen Manual de EmpleoDocument132 pagesC3 Citroen Manual de Empleoapi-377592285% (26)
- C3 Citroen Manual de EmpleoDocument132 pagesC3 Citroen Manual de Empleoapi-377592285% (26)
- Manual Instructivo de FCCLADocument35 pagesManual Instructivo de FCCLASheila100% (3)
- Mapa Conceptual Politicas PublicasDocument3 pagesMapa Conceptual Politicas PublicasJose Alberto Heredia Barrón77% (13)
- José Antonio Vidal y Marcos AntónDocument17 pagesJosé Antonio Vidal y Marcos AntónHarold Schute ReyesNo ratings yet
- José Antonio Vidal y Marcos AntónDocument17 pagesJosé Antonio Vidal y Marcos AntónHarold Schute ReyesNo ratings yet
- José Antonio Vidal y Marcos AntónDocument17 pagesJosé Antonio Vidal y Marcos AntónHarold Schute ReyesNo ratings yet
- Presentacion ExistenciasDocument23 pagesPresentacion ExistenciasSharon Torres GarciaNo ratings yet
- ExistenciasDocument26 pagesExistenciasHildebrando Ventura JorgeNo ratings yet
- Capítulo 15 (Modo de Compatibilidad)Document14 pagesCapítulo 15 (Modo de Compatibilidad)Carlos CandrestmNo ratings yet
- 07 El Caballero de La Armadura OxidadaDocument14 pages07 El Caballero de La Armadura OxidadaHarold Schute ReyesNo ratings yet
- 3 Komatsu Darko LouitDocument31 pages3 Komatsu Darko LouitHarold Schute ReyesNo ratings yet
- Presentación AFPDocument41 pagesPresentación AFPHarold Schute ReyesNo ratings yet
- M&SP DinamicaDocument22 pagesM&SP DinamicaPablo Ignacio Espinoza VegaNo ratings yet
- Actividad 1, Caracteristicas de Los Recursos HumanosDocument6 pagesActividad 1, Caracteristicas de Los Recursos HumanosMari C. FigueroaNo ratings yet
- Diagnostico de Clima OrganizacionalDocument91 pagesDiagnostico de Clima OrganizacionalWilliam CastilloNo ratings yet
- T3.1 Cuestio Pres - Maestr Equipo#10Document16 pagesT3.1 Cuestio Pres - Maestr Equipo#10Zoe VázquezNo ratings yet
- Plan Reemplazo BajaDocument29 pagesPlan Reemplazo BajaJesus PalpaNo ratings yet
- El Administrador de PHDocument2 pagesEl Administrador de PHOrlando Sandoval LopezNo ratings yet
- Clases de Gerencia Del Talento HumanoDocument197 pagesClases de Gerencia Del Talento HumanoEdson AlexandroNo ratings yet
- Planteamiento ProblemaDocument6 pagesPlanteamiento ProblemaNicole GarciaNo ratings yet
- Método de Proyectos de Enseñanza Aprendizaje: Plan de Trabajo Del ParticipanteDocument8 pagesMétodo de Proyectos de Enseñanza Aprendizaje: Plan de Trabajo Del ParticipanteNatiruts LozaNo ratings yet
- Informa Practica FinalDocument48 pagesInforma Practica FinalPanxsho RodriguezNo ratings yet
- Alex Herrera Condezo, TrabajoDocument23 pagesAlex Herrera Condezo, TrabajoAlex HCNo ratings yet
- Evolución de La Planificación Regional en Colombia "Tendencias y Perspectivas Del Desarrollo" PDFDocument1 pageEvolución de La Planificación Regional en Colombia "Tendencias y Perspectivas Del Desarrollo" PDFjose norbeyNo ratings yet
- Acompañamiento familiar HCB FAMIDocument61 pagesAcompañamiento familiar HCB FAMIjaquelin castroNo ratings yet
- Avance 2 GESOPDocument11 pagesAvance 2 GESOPFer GurbillónNo ratings yet
- Estrategia para La Compresion de La LecturaDocument36 pagesEstrategia para La Compresion de La LecturamimesoteNo ratings yet
- PAnalisis de Zona Urbana IllimoDocument160 pagesPAnalisis de Zona Urbana IllimoJuan Pablo Bernilla De la CruzNo ratings yet
- La Comunicación Oral Estratégica y Proceso de ComunicaciónDocument4 pagesLa Comunicación Oral Estratégica y Proceso de ComunicaciónJair LlanosNo ratings yet
- Planificacion de La Produccion Practica #6 (Adolfo Reyes 1-14-4791)Document7 pagesPlanificacion de La Produccion Practica #6 (Adolfo Reyes 1-14-4791)diosesbueno buenoNo ratings yet
- Test Suficiencia Auditoria AdministrativaDocument4 pagesTest Suficiencia Auditoria AdministrativaAnonymous ZinivmNo ratings yet
- Taller 2Document33 pagesTaller 2Flabiano Ojendiz Aley0% (1)
- EcuacionesDocument24 pagesEcuacionesAndrea CaritoNo ratings yet
- II - Cuestionario de Planificacion Estratégica EmpresarialDocument6 pagesII - Cuestionario de Planificacion Estratégica EmpresarialAnaNo ratings yet
- Trabajo Final Administracion IDocument32 pagesTrabajo Final Administracion IJesus UrbaezNo ratings yet