You might also like
- AE2251 Aero 2 MarksDocument6 pagesAE2251 Aero 2 MarksShankar NayakNo ratings yet
- Ch22 MachiningOps Wiley PDFDocument72 pagesCh22 MachiningOps Wiley PDFMohan ShanmugamNo ratings yet
- Introduction To Helicopter Aerodynamics Workbook - CNATRA P-401 US Navy 2000Document82 pagesIntroduction To Helicopter Aerodynamics Workbook - CNATRA P-401 US Navy 2000Sachin PatelNo ratings yet
- LatheDocument16 pagesLatheShankar NayakNo ratings yet
- 23 Shaft and Its Design Based On StrengthDocument9 pages23 Shaft and Its Design Based On StrengthPRASAD326No ratings yet
- Gojan School of Business and Technology, Chennai-52: Cycle Test-Ii Examination, Sep-2017Document2 pagesGojan School of Business and Technology, Chennai-52: Cycle Test-Ii Examination, Sep-2017Shankar NayakNo ratings yet
- EOADocument2 pagesEOAShankar NayakNo ratings yet
- Aerodynamics of A Helicopter Rotor in Forward FlightDocument15 pagesAerodynamics of A Helicopter Rotor in Forward FlightPeter ChanceNo ratings yet
- Linear DefectsDocument4 pagesLinear DefectsShankar NayakNo ratings yet
- Fatigue PDFDocument4 pagesFatigue PDFShankar NayakNo ratings yet
- Multi Strut Scramjet CombustorDocument3 pagesMulti Strut Scramjet CombustorShankar NayakNo ratings yet
- Faa 8083 30 - ch11 PDFDocument30 pagesFaa 8083 30 - ch11 PDFShankar NayakNo ratings yet
- Ae6401 AerodynamicsDocument2 pagesAe6401 AerodynamicsShankar NayakNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Rev.6 MotorViewDocument286 pagesRev.6 MotorViewdemostenes69No ratings yet
- Kayla-Simpson ResumeDocument2 pagesKayla-Simpson Resumeapi-637798058No ratings yet
- Install A Crisscross With Any Leg Vise Hardware, Begin HereDocument24 pagesInstall A Crisscross With Any Leg Vise Hardware, Begin Herexx xxxNo ratings yet
- Williamson's Managerial Discretionary Theory:: I. Expansion of StaffDocument3 pagesWilliamson's Managerial Discretionary Theory:: I. Expansion of StaffAhim Raj JoshiNo ratings yet
- Vocabulary Files - Units 1 To 8Document33 pagesVocabulary Files - Units 1 To 8maximiliano FuentesNo ratings yet
- Boundary Value Analysis 2Document13 pagesBoundary Value Analysis 2Raheela NasimNo ratings yet
- Bipolar Transistor BiasingDocument29 pagesBipolar Transistor Biasingmoin_mohdNo ratings yet
- Operating Systems Presentation002. CompleteDocument19 pagesOperating Systems Presentation002. CompleteShamika ThomasNo ratings yet
- Rational Functions (General MathemticsDocument23 pagesRational Functions (General MathemticsJohn Kevin AdriasNo ratings yet
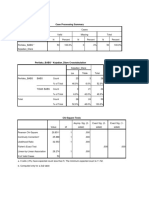
- Uji SpssDocument2 pagesUji SpssRizky HamdaniNo ratings yet
- Math ManipulativeDocument8 pagesMath Manipulativeapi-351940093No ratings yet
- Lessons From LagaanDocument14 pagesLessons From LagaanNeha MhatreNo ratings yet
- A Rhetoric of ArgumentDocument398 pagesA Rhetoric of ArgumentAbdelmajid Said100% (9)
- CB 选择题Document12 pagesCB 选择题1056820752No ratings yet
- OECD LEGAL 0497 enDocument7 pagesOECD LEGAL 0497 enRob RiosNo ratings yet
- Worksheet CH 7 Metamorphic Rocks MarshakDocument2 pagesWorksheet CH 7 Metamorphic Rocks MarshakTaylorNo ratings yet
- PA 920C Owner's ManualDocument24 pagesPA 920C Owner's ManualFrancisco Molina CardenasNo ratings yet
- Topic 5 3 Formative-2Document3 pagesTopic 5 3 Formative-2api-296446683No ratings yet
- Programming Languages For PLC: International Standard IEC61131-3 (Part One)Document32 pagesProgramming Languages For PLC: International Standard IEC61131-3 (Part One)RaminptNo ratings yet
- CMET 106 Process Heat Transfer: Chapter One - Part 2Document22 pagesCMET 106 Process Heat Transfer: Chapter One - Part 2Bilal AhmedNo ratings yet
- Histological Characteristics of the Lingual FrenulumDocument1 pageHistological Characteristics of the Lingual FrenulumajudNo ratings yet
- Defence Studies: PAPER-I: (Evolution of Strategic Thought) Section-A 1. Concept and TheoriesDocument5 pagesDefence Studies: PAPER-I: (Evolution of Strategic Thought) Section-A 1. Concept and TheoriesVirendra PratapNo ratings yet
- PH127 Lectures Nov. 2022 4Document212 pagesPH127 Lectures Nov. 2022 4dicksonjohnxpNo ratings yet
- How Linguistics Is A ScienceDocument7 pagesHow Linguistics Is A ScienceAsad Mehmood100% (11)
- IGBT HandbookDocument130 pagesIGBT HandbookmrchlNo ratings yet
- Persepolis EssayDocument3 pagesPersepolis EssayMichaelNo ratings yet
- Hill Cipher::: ProgramDocument6 pagesHill Cipher::: ProgramdurgeshNo ratings yet
- Codigo de Cores para ResistorDocument5 pagesCodigo de Cores para ResistorrogeriocorreaNo ratings yet
- Smart Car Parking System Using IR SensorDocument5 pagesSmart Car Parking System Using IR SensorIJRASETPublicationsNo ratings yet
- Anthropometry of Indian Manual Wheelchair Users Research - Vikas SharmaDocument12 pagesAnthropometry of Indian Manual Wheelchair Users Research - Vikas SharmaVaishnavi JayakumarNo ratings yet